配合伺服压机用轴承入端盖压装工装的制作方法
1.本实用新型涉及压装工装装置领域,尤其涉及配合伺服压机用轴承入端盖压装工装。
背景技术:
2.目前在将轴承压入后端盖过程中一般是先将端盖放置在底座工装上,再将轴承安装在底座工装的上方,利用压机带动轴承向下运动,实现轴承与后端盖的压装;但是这类安装方式精度不够高。
技术实现要素:
3.本实用新型的目的是提供提高安装精度的配合伺服压机用轴承入端盖压装工装。
4.本实用新型的技术方案如下:
5.配合伺服压机用轴承入端盖压装工装,包括由底座、导向柱和可沿导向柱移动的端盖定位工装组成的芯杆结构;所述导向柱顶端贯穿端盖定位工装中央的导孔,端盖定位工装与底座之间的导向柱上套设有可复位的弹性件。
6.所述端盖定位工装由底板以及底板两侧的弧形侧板组成u形。采用u形结构便于对后端盖的支撑。
7.所述弹性件为弹簧。
8.所述导孔与导向柱之间的导向柱上套设有护套。
9.所述芯杆为t型回旋体结构。
10.轴承入端盖压装工装用法,其适用于权利要求1~中任一项所述的工装,其特征在于,包括以下步骤:步骤1:准备工装,轴承,后端盖;
11.步骤2:先将轴承放置于贯穿端盖定位工装的导向柱上;
12.步骤3:将后端盖放置于端盖定位工装顶面,按压控制开关,气缸顶杆下压后端盖,压缩端盖定位工装下方弹簧,使轴承压入后端盖。
13.步骤4:此时轴承已压入后端盖,取出半成品,完成此次工序。
14.本实用新型的有益效果是:本实用新型利用导向柱和弹簧的配合,使端盖定位工装可自导向与传统的安装方式相比本实用新型将轴承和后端盖反向安装,大大提高了安装后的产品精度。
附图说明
15.通过下面结合附图的详细描述,本实用新型前述的和其他的目的、特征和优点将变得显而易见。
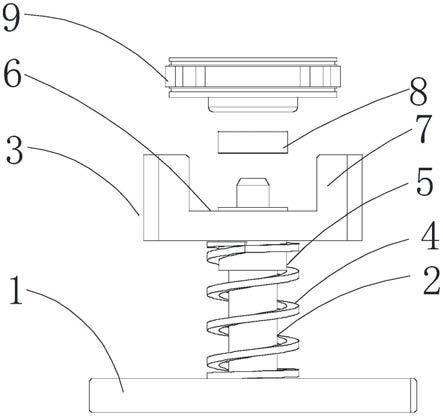
16.其中:图1为本实用新型结构示意图;
17.图2为本实用新型组装状态结构示意图;
18.附图中,1为底座,2为导向柱,3为端盖定位工装,4为弹性件,5为护套,6为底板,7
为弧形侧板,8为轴承,9为后端盖。
具体实施方式
19.参见图1-2所示,配合伺服压机用轴承入端盖压装工装,包括由底座1、导向柱2和可沿导向柱移动的端盖定位工装3组成的芯杆结构;所述导向柱顶端贯穿端盖定位工装中央的导孔,端盖定位工装与底座之间的导向柱上套设有可复位的弹性件4。通过伸出端盖定位工装的导向柱顶端用以固定轴承,再将后端盖放置在端盖定位工装的侧板上;利用端盖定位工装可沿导向柱上下移动的特性,以将轴承固定在后端盖上;通过弹簧与导向柱的配合实现端盖定位工装的自导向,在压机下压时到一定程度后弹性件受力变形给轴承一个向上的推力同时后端盖受到压机向下的压力向下移动,从而将轴承与后端盖压装在一起。
20.所述端盖定位工装由底板6以及底板两侧的弧形侧板7组成u形。采用u形结构便于对后端盖的支撑。
21.所述弹性件为弹簧。
22.所述导孔与导向柱之间的导向柱上套设有护套5。护套对导向柱起到导向作用,便于导向柱上下滑动。
23.所述芯杆为t型回旋体结构。
24.轴承入端盖压装工装用法,其适用于权利要求1~中任一项所述的工装,其特征在于,包括以下步骤:步骤1:准备工装,轴承,后端盖;
25.步骤2:先将轴承8放置于贯穿端盖定位工装的导向柱上;
26.步骤3:将后端盖9放置于端盖定位工装顶面,按压控制开关,气缸顶杆下压后端盖,压缩端盖定位工装下方弹簧,使轴承压入后端盖。
27.步骤4:此时轴承已压入后端盖,取出半成品,完成此次工序。
28.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制,凡是依据本实用新型的技术实质上对以上实施例所作的任何简单修改、等同变化,均落入本实用新型的保护范围之内。
技术特征:
1.配合伺服压机用轴承入端盖压装工装,其特征在于,包括由底座、导向柱和可沿导向柱移动的端盖定位工装组成的芯杆结构;所述导向柱顶端贯穿端盖定位工装中央的导孔,端盖定位工装与底座之间的导向柱上套设有可复位的弹性件。2.根据权利要求1所述的配合伺服压机用轴承入端盖压装工装,其特征在于,所述端盖定位工装由底板以及底板两侧的弧形侧板组成u形。3.根据权利要求1所述的配合伺服压机用轴承入端盖压装工装,其特征在于,所述弹性件为弹簧。4.根据权利要求1所述的配合伺服压机用轴承入端盖压装工装,其特征在于,所述导孔与导向柱之间的导向柱上套设有护套。5.根据权利要求1所述的配合伺服压机用轴承入端盖压装工装,其特征在于,所述芯杆为t型回旋体结构。
技术总结
本实用新型涉及压装工装装置领域,尤其涉及配合伺服压机用轴承入端盖压装工装。包括由底座、导向柱和可沿导向柱移动的端盖定位工装组成的芯杆结构;所述导向柱顶端贯穿端盖定位工装中央的导孔,端盖定位工装与底座之间的导向柱上套设有可复位的弹性件;利用导向柱和弹簧的配合,使端盖定位工装可自导向与传统的安装方式相比本实用新型将轴承和后端盖反向安装,大大提高了安装后的产品精度。大大提高了安装后的产品精度。大大提高了安装后的产品精度。
技术研发人员:侯庆亮 吴叶栋 叶亮
受保护的技术使用者:常州精纳电机有限公司
技术研发日:2021.09.30
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1