一种钛合金环形焊接夹具
1.本实用新型属于焊接工具技术领域,具体涉及到一种钛合金环形焊接夹具。
背景技术:
2.钛及钛合金焊接时,气孔是经常碰到的问题。形成气孔的根本原因是由于氢的影响,焊缝金属形成气孔主要影响到接头的疲劳强度。而现有技术中防止产生气孔的工艺措施主要有:
3.(1)、保护气要纯,纯度应不低于99.99%;
4.(2)、彻底清除焊件表面、焊丝表面上的氧化皮油污等有机物;
5.(3)、对熔池施以良好的气体保护,控制好氩气的流量及流速,防止产生紊流现象,影响保护效果。
6.然而要想保护好钛及钛合金焊缝则需要焊接夹具,现有技术中每一次焊接时都采用不同的焊接夹具,使得焊接夹具利用率不高,而焊接夹具要求精度高,目前的使用主要靠工人用手固定,焊接的精度会大大降低,还需要两人以上才能完成,导致焊接件背部氩气保护的效果也较差,才会导致焊缝质量差。
7.在实际使用中夹具需要有足够的装配、焊接空间,不能影响焊接操作和焊接观察,不妨碍焊件装卸;夹紧可靠,刚性适当。不能破坏焊接件的定位位置和几何形状;需要时应设置保护装置;焊接件不能在焊接过程中遭到损坏;夹具的施力点应位于或近于焊件的支撑处,防止支撑反力与夹紧力或重力形成力偶;注意各种焊接方法在导热、导电、隔磁和绝缘等方面对夹具提出的特殊要求;夹具上的定位器和夹紧机构的机构形式不宜过多,以利于制造和维护;可采用气动等驱动方式,以提高生产效率和减小工人的劳动强度;优先选用通用化、标准化的夹紧机构以及标准零部件来制作;作为焊接电源二次回路的组成部分时,要使二次回路的一段从焊件最近一端引出,避免焊接电流从夹具周身通过;易损部位通常设计成可更换结构;易于制造,投资少,制造成本低,回收期短。
8.因此急需一种准确、可靠的定位和夹紧装置,可以减轻甚至取消下料和划线工作,减小制品的尺寸偏差,提高零件的精度和可换性。
技术实现要素:
9.本实用新型的目的是提供一种钛合金环形焊接夹具,可以有效地防止和减轻焊接变形,使工件处于最佳的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高。
10.为达上述目的,本实用新型所采用的技术方案是:提供一种钛合金环形焊接夹具,包括夹持组件和进气组件,夹持组件由下至上依次包括底座、下螺母、上螺母,还包括将它们螺接起来的支撑螺杆;
11.进气组件包括氩气进气盘和端盖,氩气进气盘置于下螺母与端盖之间,端盖上下方分别设置有端盖压件和端盖上胶圈,氩气进气盘和端盖上分别相向设置有对应的进气孔
和充气孔,端盖压件上方设置的是上螺母。
12.采用上述方案的有益效果是:本实用新型设置了一套专门针对钛合金环形焊接件的夹具,包括夹持组件和进气组件,夹持组件用于对钛合金环形焊接件进行固定和夹持,再通过进气组件的变形和充气对固定的钛合金环形焊接件进一步夹紧,可以起到可靠的定位和夹紧的效果。其中底座对上述的所有部件进行支撑,下螺母和上螺母合作将中间的钛合金环形焊接件固定,再通过支撑螺杆串联所有部件,起到紧密连接的作用;进气组件中的氩气进气盘用于储存氩气,氩气瓶注气管直接接入端盖上的充气孔,使氩气转移至端盖进而转移至氩气进气盘中,端盖压件和端盖上胶圈对端盖的密封性和紧密度起到保障的作用。
13.进一步地,底座包括叠加的上空心圆柱和下空心圆柱,上空心圆柱的内径小于下空心圆柱的内径,上空心圆柱内部设置有两个叠加的空心圆台,分别为上空心圆台和下空心圆台,上空心圆台的内径大于下空心圆台的内径。
14.进一步地,夹持组件还包括设置于下空心圆台内部的轴承,轴承包括内圈和外圈,以及它们之间的滚珠
15.进一步地,支撑螺杆包括设置于底座下方的支撑脚以及贯穿整个钛合金环形焊接夹具的螺杆。
16.进一步地,底座与下螺母之间还设置有带刻度线的下胶圈,下胶圈的外径大小介于上空心圆柱的内径和外径之间。
17.进一步地,氩气进气盘为空心圆盘,端盖的边缘设置有外檐,外檐的内径大小大于氩气进气盘的外径。
18.进一步地,端盖压件包括上表面和与上表面垂直连接的侧面,侧面均匀设置有若干个柱状孔洞。
19.综上所述,本实用新型具有以下优点:
20.1、通过本实用新型设置有刻度线的下胶圈,可以防止夹具带动焊件时产生的偏心,夹紧后使得焊接件内部空间密封;
21.2、通过本实用新型设置于底座中的轴承可以使得夹具带动焊件旋转,使得工人不需要调整自身焊接姿势,减轻劳动力;
22.3、通过本实用新型,可以使工件处于最佳的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高;
23.4、本实用新型通过机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件;
24.5、本实用新型可以扩大先进的工艺方法的使用范围,促进焊接结构的生产机械化和自动化的综合发展。
附图说明
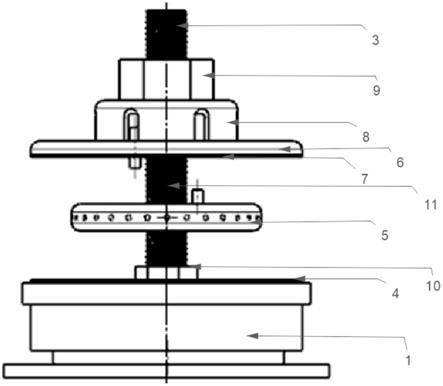
25.图1为本实用新型的正视图;
26.图2为轴承的结构示意图;
27.图3为支撑螺杆的结构示意图;
28.图4为端盖压件的结构示意图;
29.其中,1、底座;2、轴承;201、外圈;202、滚珠;203、内圈;3、支撑螺杆;4、下胶圈;5、
氩气进气盘;6、端盖;7、端盖上胶圈;8、端盖压件;9、上螺母;10、下螺母;11、螺杆。
具体实施方式
30.下面结合附图对本实用新型的具体实施方式做详细的说明。
31.本实用新型的一个实施例中,如图1-4所示,提供了一种钛合金环形焊接夹具,包括夹持组件和进气组件,夹持组件从下至上依次包括底座1、下螺母10和上螺母9,进气组件由下至上依次包括带刻度线的下胶圈4、氩气进气盘5、端盖上胶圈7、端盖6和端盖压件8,整个夹持组件和进气组件中心均设置有螺纹孔,并且所有的组件均通过支撑螺杆3螺接,支撑螺杆3的支撑脚设置在底座1内部,螺杆11依次穿过底座1内部的轴承2、下胶圈4、下螺母10、氩气进气盘5、端盖上胶圈7、端盖6、端盖压件8和上螺母9。
32.其中,氩气进气盘5和端盖6上分别相向设置有对应的进气孔和充气孔,充气孔与外部的氩气瓶注气管连接。
33.其中,底座1包括叠加的上空心圆柱和下空心圆柱,上空心圆柱的内径小于所述下空心圆柱的内径,上空心圆柱内部设置有两个叠加的空心圆台,分别为上空心圆台和下空心圆台,上空心圆台的内径大于下空心圆台的内径。
34.其中,轴承2包括内圈203和外圈201,以及它们之间的滚珠202。氩气进气盘5为空心圆盘,端盖6的边缘设置有外檐,外檐的内径大小大于氩气进气盘的外径。端盖压件8包括上表面和与上表面垂直连接的侧面,侧面均匀设置有若干个柱状孔洞。
35.使用方法:该夹具配合融化极氩弧焊,使用时直接旋转上螺母9,取出上胶圈7、端盖6、氩气进气盘5,放入直径小于1米的钛合金焊接件,再放入对应的氩气进气盘5,通过支撑螺杆3旋转到焊缝高度的位置,正对焊接件背部,(若钛合金环形焊接件直径太小,直接放弃使用氩气进气盘5,可直接将氩气瓶注气管接入端盖6的充气孔)。配合氩弧焊枪正面喷出的氩气对焊缝正反两面进行氩气喷溅,提高焊缝质量,再按照顺序放入端盖上胶圈7和端盖压件8,通过上螺母9向下压紧,产生夹持力,由于底座1有带刻度线的下胶圈4,不仅可以防止夹具带动焊件时产生的偏心,夹紧后使得焊接件内部空间密封,由于底座1中存在轴承2可以使得夹具带动焊件旋转,工人不需要调整自身焊接姿势,减轻劳动力。
36.虽然结合附图对本实用新型的具体实施方式进行了详细地描述,但不应理解为对本专利的保护范围的限定。在权利要求书所描述的范围内,本领域技术人员不经创造性劳动即可作出的各种修改和变形仍属本专利的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1