一种套类零件打孔用快速定位工装的制作方法
1.本实用新型属于钻孔辅助工装领域,用于在钻孔时对套类零件进行固定,具体涉及一种套类零件打孔用快速定位工装。
背景技术:
2.在套类零件的圆周上均匀钻孔时,一般是将零件固定在带有分度功能三爪卡盘上,根据孔的数量调节三爪卡盘每次转动的角度,对其进行均匀钻孔。
3.但是在使用三爪卡盘对套类零件进行装夹固定时,容易使其产生变形,并且在钻孔时,将套类零件从三爪卡盘上进行取卸,都要对卡爪进行调节,操作繁琐,降低加工速度。
技术实现要素:
4.本实用新型的目的在于:提供一种套类零件打孔用快速定位工装,对套类零件进行钻孔时,能够对其进行快速装夹。
5.本实用新型采用的技术方案如下:一种套类零件打孔用快速定位工装,包括钻床工作台、安装在所述钻床工作台上的三爪卡盘、装夹在所述三爪卡盘卡爪之间的周向定位机构、与所述周向定位机构同轴设置的轴向定位机构以及用于固定所述轴向定位机构的安装座;
6.周向定位机构包括同轴安装的夹持部、挡块、第一周向固定部、连接部和第二周向固定部,所述夹持部第一端装夹在三爪卡盘上,夹持部第二端与所述挡块的第一端连接,挡块的第二端与所述第一周向固定部的第一端连接,第一周向固定部的第二端与所述连接部的第一端连接,连接部的第二端与所述第二周向固定部的第一端连接,其中第一周向固定部和第二周向固定部与套类零件的内径大小一致;
7.轴向定位机构包括气缸、轴承和顶块,所述气缸的缸体安装在所述安装座上,所述轴承的安装在气缸的伸缩杆端部,所述顶块呈盖状,顶块固定在轴承的外圈。
8.进一步的,所述第一周向固定部和所述第二周向固定部的第二端端部均设置有倒圆。
9.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
10.本实用新型的套类零件快速定位工装,在对套类零件进行固定时,将零件套在第一周向固定部和第二周向固定部上,对零件进行周向定位,此时控制气缸的气缸伸出,带动顶块将零件顶在挡块上,对零件进行轴向定位,并且顶块通过轴承与气缸的伸缩杆转动连接,不会影响三爪卡盘带动零件转动,并且在将零件套在第一周向固定部和第二周向固定部上时,倒圆便于对零件进行安装。
附图说明:
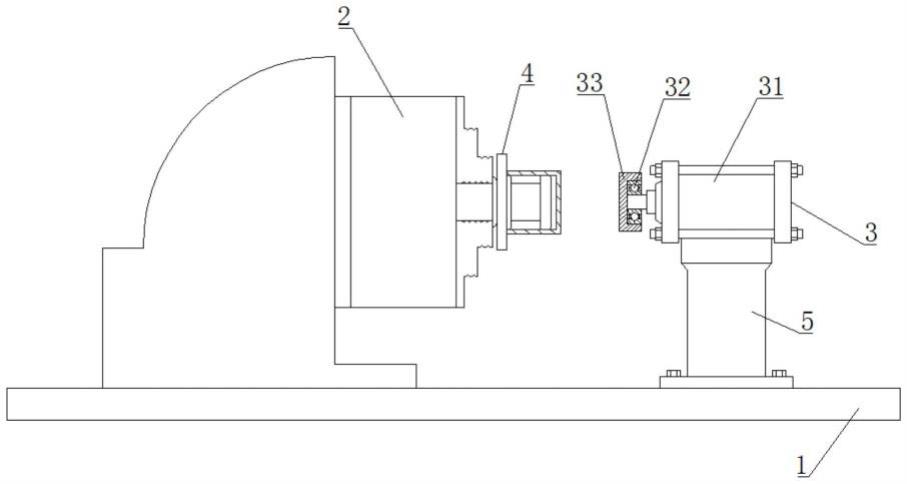
11.图1是本实用新型的结构示意图;
12.图2是本实用新型中周向定位机构的结构示意图。
13.附图标记说明:
14.1、钻床工作台;2、三爪卡盘;3、轴向定位机构;31、气缸;32、轴承;33、顶块;4、周向定位机构;41、夹持部;43、挡块;44、第一周向固定部;45、连接部;46、第二周向固定部;5、安装座。
具体实施方式
15.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
16.实施例1
17.一种套类零件打孔用快速定位工装,包括钻床工作台1、安装在钻床工作台1上的三爪卡盘2、装夹在三爪卡盘2卡爪之间的周向定位机构4、与周向定位机构4同轴设置的轴向定位机构3以及用于固定轴向定位机构3的安装座5;
18.周向定位机构4包括同轴安装的夹持部41、42、挡块43、第一周向固定部44、连接部45和第二周向固定部46,夹持部41第一端装夹在三爪卡盘2上,夹持部41第二端与挡块43的第一端连接,挡块43的第二端与第一周向固定部44的第一端连接,第一周向固定部44的第二端与连接部45的第一端连接,连接部45的第二端与第二周向固定部46的第一端连接,其中第一周向固定部44和第二周向固定部46与套类零件的内径大小一致;
19.轴向定位机构3包括气缸31、轴承32和顶块33,气缸31的缸体安装在安装座5上,轴承32的安装在气缸31的伸缩杆端部,顶块33呈盖状,顶块33固定在轴承32的外圈。
20.在对套类零件进行固定时,将零件套在第一周向固定部44和第二周向固定部46上,对零件进行周向定位,此时控制气缸31的气缸伸出,带动顶块33将零件顶在挡块43上,对零件进行轴向定位,并且顶块33通过轴承32与气缸31的伸缩杆转动连接,不会影响三爪卡盘2带动零件转动。
21.实施例2
22.本实施例与实施例1的不同之处在于:第一周向固定部44和第二周向固定部46的第二端端部均设置有倒圆。
23.在将零件套在第一周向固定部44和第二周向固定部46上时,倒圆便于对其进行安装。
技术特征:
1.一种套类零件打孔用快速定位工装,其特征在于,包括钻床工作台(1)、安装在所述钻床工作台(1)上的三爪卡盘(2)、装夹在所述三爪卡盘(2)卡爪之间的周向定位机构(4)、与所述周向定位机构(4)同轴设置的轴向定位机构(3)以及用于固定所述轴向定位机构(3)的安装座(5);周向定位机构(4)包括同轴安装的夹持部(41)、(42)、挡块(43)、第一周向固定部(44)、连接部(45)和第二周向固定部(46),所述夹持部(41)第一端装夹在三爪卡盘(2)上,夹持部(41)第二端与所述挡块(43)的第一端连接,挡块(43)的第二端与所述第一周向固定部(44)的第一端连接,第一周向固定部(44)的第二端与所述连接部(45)的第一端连接,连接部(45)的第二端与所述第二周向固定部(46)的第一端连接,其中第一周向固定部(44)和第二周向固定部(46)与套类零件的内径大小一致;轴向定位机构(3)包括气缸(31)、轴承(32)和顶块(33),所述气缸(31)的缸体安装在所述安装座(5)上,所述轴承(32)的安装在气缸(31)的伸缩杆端部,所述顶块(33)呈盖状,顶块(33)固定在轴承(32)的外圈。2.根据权利要求1所述的一种套类零件打孔用快速定位工装,其特征在于:所述第一周向固定部(44)和所述第二周向固定部(46)的第二端端部均设置有倒圆。
技术总结
本实用新型属于钻孔辅助工装领域,用于在钻孔时对套类零件进行固定,具体涉及一种套类零件打孔用快速定位工装,包括钻床工作台、安装在钻床工作台上的三爪卡盘、装夹在三爪卡盘卡爪之间的周向定位机构。本实用新型的套类零件快速定位工装,在对套类零件进行固定时,将零件套在第一周向固定部和第二周向固定部上,对零件进行周向定位,此时控制气缸的气缸伸出,带动顶块将零件顶在挡块上,对零件进行轴向定位,并且顶块通过轴承与气缸的伸缩杆转动连接,不会影响三爪卡盘带动零件转动,并且在将零件套在第一周向固定部和第二周向固定部上时,倒圆便于对零件进行安装。倒圆便于对零件进行安装。倒圆便于对零件进行安装。
技术研发人员:苏黎玲
受保护的技术使用者:洛阳玲达工贸有限公司
技术研发日:2021.10.22
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1