一种复合冲压模具的制作方法
1.本实用新型涉及一种复合冲压模具。
背景技术:
2.随着科技的发展,模具的种类越来越多,其中,复合模具能够在冲压机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序,从而提高钣金加工的效率,减少成本;传统的复合模具普遍设有冲压拉深、压型、折弯等工序,但对于某些工件外周侧壁面上的孔位,由于其位置特殊,都需要另外的模具进行冲孔加工,不利于提高工作效率,若工件的侧孔为多个并且围绕着其外侧壁面周向分布,由于孔位较多以及分布位置较广,其额外还增加了较多加工工序,影响工作效率;因此,如何克服上述存在的缺陷,已成为本领域技术人员亟待解决的重要课题。
技术实现要素:
3.本实用新型克服了上述技术的不足,提供了一种复合冲压模具,为实现上述目的,本实用新型采用了下列技术方案:
4.一种复合冲压模具,包括上模座1、下模座2,所述上模座1下端设有转接板3,所述转接板3下端设有凸台4,所述下模座2上设有用于定位和支撑工件5的若干个周向分布的定位支撑块6,所述定位支撑块6上端面设有冲压时避让所述凸台4的冲压台阶7,每个所述定位支撑块6外侧的所述下模座2上还分别设有便于对工件5的侧面进行冲孔的侧冲头8,所述侧冲头8上设有冲针9,所述定位支撑块6的外侧壁上设有用于避让所述冲针9的第一避让孔10,所述上模座1的下端设有随所述上模座1一起上下运动的用于在向下运动时驱动所述侧冲头8向所述工件5方向移动的驱动块11。
5.每个所述侧冲头8上分别设有第一斜面81,所述驱动块11上设有能够与所述第一斜面81接触的便于所述驱动块11向下压时驱动所述侧冲头8向所述工件5方向移动的第二斜面111。
6.所述下模座2上设有位于所述侧冲头8两侧的限位块12,每个所述限位块12的侧壁上设有用于对所述侧冲头8进行运动导向的导向台阶121。
7.所述凸台4下端面上还设有图案压型公部41,所述下模座2上设有与所述图案压型公部41位置对应的下模凸台42,所述下模凸台42 上端面设有与所述图案压型公部41形状对应的图案压型母部43。
8.所述凸台4的下端面上还设有与所述凸台4一起运动的以便于对工件的上表面冲出安装孔的上冲头44,所述下模座2上其中一个所述定位支撑块6上设有供所述上冲头44从上向下插入其中的第二避让孔 45。
9.所述下模座2上固定连接有若干个便于支撑所述上模座1的支撑柱21。
10.与现有技术相比,本实用新型的有益效果是:
11.1、本案的一种复合冲压模具结构简单易实现,所述下模座上的若干个定位支撑块
的设置,便于对待冲压的所述工件进行支撑,其周向分布的设置,是沿着所述工件底部边缘的形状分布,以便于对所述工件的定位;所述转接板下端设有凸台的设置、所述定位支撑块上端面设有冲压时避让所述凸台的冲压台阶的设置,以便于所述上模座向下压时,能够带动所述凸台从上向下对所述工件的表面进行冲压,形成凹槽,实用性好;所述侧冲头的设置、所述冲针的设置,以便于对工件的侧壁面进行冲孔;所述第一避让孔的设置,以便于防止所述冲针顶到所述定位支撑块的外侧壁,避免所述冲针折断损坏,实用性好;所述驱动块的设置,以便于上模座向下压时通过所述驱动块驱动所述侧冲头移动,从而实现对工件进行侧向冲孔,工作效率高,实用性好。
12.2、本案所述第一斜面、所述第二斜面的设置,以便于所述上模座向下压时,将所述驱动块垂直向下的力转换成向水平方向的力,便于所述驱动块驱动所述侧冲头向所述工件方向水平移动,结构简单,实用性好。
13.3、所述下模座上设有位于所述侧冲头两侧的限位块,每个所述限位块的侧壁上设有用于对所述侧冲头进行运动导向的导向台阶,以便于对所述侧冲头进行导向,以及防止所述侧冲头从所述下模座向上卡出,结构简单,实用性好。
14.4、所述凸台下端面上还设有图案压型公部,所述下模座上设有与所述图案压型公部位置对应的下模凸台,所述下模凸台上端面设有与所述图案压型公部形状对应的图案压型母部,如此,上模座向下压时能够同时带动图案压型公部向下冲压,以便于对所述工件表面进行压型,实用性好。
15.5、所述凸台的下端面上还设有与所述凸台一起运动的以便于对工件的上表面冲出安装孔的上冲头,所述下模座上其中一个所述定位支撑块上设有供所述上冲头从上向下插入其中的第二避让孔,以便于防止所述上冲头向下冲压时顶到所述定位支撑块,避免所述上冲头折断损坏,实用性好。
附图说明
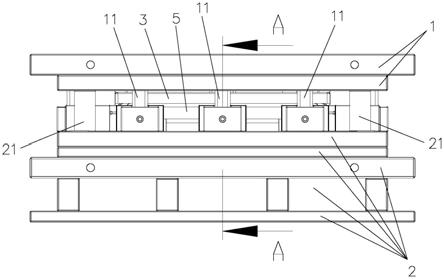
16.图1是复合冲压模具的结构示图。
17.图2是复合冲压模具的剖视图。
18.图3是复合冲压模具的爆炸图。
19.图4是复合冲压模具的爆炸图之一。
20.图5是复合冲压模具的爆炸图之二。
21.图6是侧冲头、冲针以及限位块的结构示图。
具体实施方式
22.以下通过实施例对本实用新型特征及其它相关特征作进一步详细说明,以便于同行业技术人员的理解:
23.如图1至图6所示,一种复合冲压模具,包括上模座1、下模座2,所述上模座1下端设有转接板3,所述转接板3下端设有凸台4,所述下模座2上设有用于定位和支撑工件5的若干个周向分布的定位支撑块6,所述定位支撑块6上端面设有冲压时避让所述凸台4的冲压台阶7,每个所述定位支撑块6外侧的所述下模座2上还分别设有便于对工件5的侧面进行冲孔的侧冲头8,所述侧冲头8上设有冲针9,所述定位支撑块6的外侧壁上设有用于避让所述冲
针9的第一避让孔10,所述上模座1的下端设有随所述上模座1一起上下运动的用于在向下运动时驱动所述侧冲头8向所述工件5方向移动的驱动块11。
24.如上所述,本案的一种复合冲压模具结构简单易实现,所述下模座2上的若干个定位支撑块6的设置,便于对待冲压的所述工件5进行支撑,其周向分布的设置,是沿着所述工件5底部边缘的形状分布,以便于对所述工件5的定位;所述转接板3下端设有凸台4的设置、所述定位支撑块6上端面设有冲压时避让所述凸台4的冲压台阶7的设置,以便于所述上模座1向下压时,能够带动所述凸台4从上向下对所述工件5的表面进行冲压,形成凹槽,实用性好;所述侧冲头8 的设置、所述冲针9的设置,以便于对工件5的侧壁面进行冲孔;所述第一避让孔10的设置,以便于防止所述冲针9顶到所述定位支撑块 6的外侧壁,避免所述冲针9折断损坏,实用性好;所述驱动块11的设置,以便于上模座1向下压时通过所述驱动块11驱动所述侧冲头8 移动,从而实现对工件进行侧向冲孔,工作效率高,实用性好。
25.如图3、图5所示,具体实施时,每个所述侧冲头8上分别设有第一斜面81,所述驱动块11上设有能够与所述第一斜面81接触的便于所述驱动块11向下压时驱动所述侧冲头8向所述工件5方向移动的第二斜面111。
26.如上所述,本案所述第一斜面81、所述第二斜面111的设置,以便于所述上模座1向下压时,将所述驱动块11垂直向下的力转换成向水平方向的力,便于所述驱动块11驱动所述侧冲头8向所述工件5方向水平移动,结构简单,实用性好。
27.如图5、图6所示,具体实施时,所述下模座2上设有位于所述侧冲头8两侧的限位块12,每个所述限位块12的侧壁上设有用于对所述侧冲头8进行运动导向的导向台阶121,以便于对所述侧冲头8 进行导向,以及防止所述侧冲头8从所述下模座2向上卡出,结构简单,实用性好。
28.如图3、图4所示,具体实施时,所述凸台4下端面上还设有图案压型公部41,所述下模座2上设有与所述图案压型公部41位置对应的下模凸台42,所述下模凸台42上端面设有与所述图案压型公部 41形状对应的图案压型母部43,如此,上模座1向下压时能够同时带动图案压型公部41向下冲压,以便于对所述工件5表面进行压型,实用性好。
29.如图3、图4所示,具体实施时,所述凸台4的下端面上还设有与所述凸台4一起运动的以便于对工件的上表面冲出安装孔的上冲头 44,所述下模座2上其中一个所述定位支撑块6上设有供所述上冲头 44从上向下插入其中的第二避让孔45,以便于防止所述上冲头44向下冲压时顶到所述定位支撑块6,避免所述上冲头44折断损坏,实用性好。
30.如图1、图5所示,具体实施时,所述下模座2上固定连接有若干个便于支撑所述上模座1的支撑柱21,结构简单,实用性好。
31.如上所述,本案保护的是一种复合冲压模具,一切与本案相同或相近似的技术方案都应示为落入本案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1