一种组合零件装配钻孔专用夹具的制作方法
1.本实用新型涉及机械加工技术领域,具体地说是一种组合零件装配钻孔专用夹具。
背景技术:
2.现代制造业机械零件加工离不开数控机床,工装夹具则是保证机械加工质量、提高生产效率、减轻劳动强度、降低对工人技术的过高要求、实现生产过程自动化不可或缺的重要工艺装备之一,所以工装夹具被广泛用于制造业中。
3.对于一些有装配关系的零件经常需要组合起来加工,现有一种需装配钻孔的组合零件,需保证钻孔过程中零件相对位置不偏移,钻孔后其成孔具备一定的同轴度要求,在没有专用夹具的情况下直接加工难以保证加工精度,针对现有技术不足,本实用新型提供一种可以保证零件装配钻孔加工精度要求的专用夹具。
技术实现要素:
4.针对现有技术不足,本发明提供一种结构简单,操作简单,性能安全可靠,且加工尺寸得到了保证的组合零件装配钻孔专用夹具。
5.本实用新型的技术方案:一种组合零件装配钻孔专用夹具,包括底座、夹具本体、压板、调节螺钉,夹紧夹头、夹紧座和锁紧螺钉;所述夹紧座和夹具本体设在底座上;夹具本体上设有通孔,压板通过调节螺钉设在夹具体的一端,并沿调节螺钉进行旋转后与通孔位置重叠;夹紧座上设有夹紧座导孔,所述夹紧夹头通过锁紧螺钉设在夹紧座导孔位置,所述夹紧夹头通过旋转锁紧螺钉向夹具本体上通孔位置靠近或远离。
6.进一步的,当工件a设在所述夹具本体上的通孔内时,所述压板上设有与工件a未端凹槽相对应的凸块,旋转压板后凸块进入凹槽,以实现对工件a的位置的限定。
7.进一步的,当工件a设在所述夹具本体上的通孔内,且通过压板限位后,工件b通过自身上的孔设在工件a的加工端,工件a与工件b的加工位置重叠,旋转锁紧螺钉并通过夹紧夹头对工件b进行限位。
8.进一步的,所述夹紧夹头的一端设有夹头凹槽,夹头凹槽与工件 b外部形状配合;另一端设有连接槽,连接槽与锁紧螺钉上的凸块配合,夹紧夹头与锁紧螺钉之间通过槽连接。
9.与现有技术相比,本实用新型有益效果:
10.1、本实用新型能有效保证零件装配后的钻孔加工精度,提高生产效率,控制产品质量。
11.2、本发明制造成本低,安装方便,操作简单,性能安全可靠。
附图说明
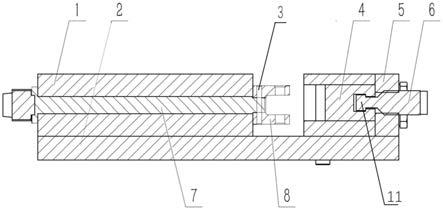
12.图1为本实用新型结构示意图。
13.图2为本实用新型a-a剖面示意图。
14.附图标记:1-夹具本体,2-底座,3-加工孔,4-夹紧夹头,5-夹紧座,6-锁紧螺钉,7-工件a,8-工件b,9-压板,10-固定螺钉,11
‑ꢀ
凸块,12-夹头凹槽。
具体实施方式
15.下面结合附图对本实用新型作进一步详细的说明,但并不是对本实用新型保护范围的限制。
16.一种组合零件装配钻孔专用夹具,包括底座、夹具本体、压板、调节螺钉,夹紧夹头、夹紧座和锁紧螺钉;所述夹紧座和夹具本体设在底座上;夹具本体上设有通孔,压板通过调节螺钉设在夹具体的一端,并沿调节螺钉进行旋转后与通孔位置重叠;夹紧座上设有夹紧座导孔,所述夹紧夹头通过锁紧螺钉设在夹紧座导孔位置,所述夹紧夹头通过旋转锁紧螺钉向夹具本体上通孔位置靠近或远离。
17.进一步的,当工件a设在所述夹具本体上的通孔内时,所述压板上设有与工件a未端凹槽相对应的凸块,旋转压板后凸块进入凹槽,以实现对工件a的位置的限定。
18.进一步的,当工件a设在所述夹具本体上的通孔内,且通过压板限位后,工件b通过自身上的孔设在工件a的加工端,工件a与工件b的加工位置重叠,旋转锁紧螺钉并通过夹紧夹头对工件b进行限位。
19.进一步的,所述夹紧夹头的一端设有夹头凹槽,夹头凹槽与工件 b外部形状配合;另一端设有连接槽,连接槽与锁紧螺钉上的凸块配合,夹紧夹头与锁紧螺钉之间通过槽连接。
20.本实用新型的安装方式:a、先将夹具本体与底板通过螺钉连接, b、再将锁紧螺钉上的凸块旋转入夹紧座内,将夹紧夹头从夹紧座旁边插入,并将锁紧螺钉上的凸块对准夹紧夹头上的连接槽;c、装配后的夹紧座及锁紧螺钉通过螺钉固定在底板上,旋转锁紧螺钉可推动夹紧夹头向夹具本体运动;d、再在夹具本体的另一侧通过调节螺钉安装压板,压板以调节螺钉为中心进行旋转覆盖或打开夹具本体上的通孔。
21.本实用新型的使用方法:a、将工件a从夹具本体中通孔穿入(如图1所示的最左端)与工件b连接,转动压板对工件a进行限位;b、旋转锁紧螺钉,锁紧螺钉的凸块推动夹紧夹头向工件b靠近,并通过夹头凹槽对工件b进行限位,限制工件b转动,此时,工件a与工件b的加工位置重叠,即可对加工孔进行加工。
技术特征:
1.一种组合零件装配钻孔专用夹具,其特征在于:包括底座、夹具本体、压板、调节螺钉,夹紧夹头、夹紧座和锁紧螺钉;所述夹紧座和夹具本体设在底座上;夹具本体上设有通孔,压板通过调节螺钉设在夹具体的一端,并沿调节螺钉进行旋转后与通孔位置重叠;夹紧座上设有夹紧座导孔,所述夹紧夹头通过锁紧螺钉设在夹紧座导孔位置,所述夹紧夹头通过旋转锁紧螺钉向夹具本体上通孔位置靠近或远离。2.如权利要求1所述的一种组合零件装配钻孔专用夹具,其特征在于:当工件a设在所述夹具本体上的通孔内时,所述压板上设有与工件a未端凹槽相对应的凸块,旋转压板后凸块进入凹槽,以实现对工件a的位置的限定。3.如权利要求1所述的一种组合零件装配钻孔专用夹具,其特征在于:当工件a设在所述夹具本体上的通孔内,且通过压板限位后,工件b通过自身上的孔设在工件a的加工端,工件a与工件b的加工位置重叠,旋转锁紧螺钉并通过夹紧夹头对工件b进行限位。4.如权利要求1所述的一种组合零件装配钻孔专用夹具,其特征在于:所述夹紧夹头的一端设有夹头凹槽,夹头凹槽与工件b外部形状配合;另一端设有连接槽,连接槽与锁紧螺钉上的凸块配合,夹紧夹头与锁紧螺钉之间通过槽连接。
技术总结
本实用新型公开了一种组合零件装配钻孔专用夹具,包括底座、夹具本体、压板、调节螺钉,夹紧夹头、夹紧座和锁紧螺钉;所述夹紧座和夹具本体设在在底座上;夹具本体上设有通孔,压板通过调节螺钉设在夹具体的一端,并沿调节螺钉进行旋转后与通孔位置重叠;夹紧座上设有夹紧座导孔,所述夹紧夹头通过锁紧螺钉设在夹紧座导孔位置,所述夹紧夹头通过旋转锁紧螺钉向夹具本体上通孔位置靠近或远离。与现有技术相比,本实用新型有益效果1、本实用新型能有效保证零件装配后的钻孔加工精度,提高生产效率,控制产品质量。2、本发明制造成本低,安装方便,操作简单,性能安全可靠。性能安全可靠。性能安全可靠。
技术研发人员:朱恩池 肖湘忠 王港 贺忠义 邹浩文
受保护的技术使用者:湖南兵器东升机械制造有限公司
技术研发日:2021.10.25
技术公布日:2022/3/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1