不锈钢传热板激光焊接工装的制作方法
1.本实用新型涉及换热设备技术领域,具体的说是一种不锈钢换热板激光焊接工装。
背景技术:
2.全焊接不锈钢传热板,通过焊接和点焊后鼓胀而成,兼有板壳式换热器和板式换热器的优点,内部的特殊枕形流道,使换热介质在低流速的情况下形成湍流,从而获得相当高的换热效率。广泛应用于制药和食品加工冷却,以及储油罐加热等领域。
3.焊接是不锈钢传热板制造的主要工艺方法。由于传热板焊后鼓胀成型,焊缝附近应力复杂,甚至存在应力集中现象,其质量直接影响板面强度;为节约成本,提高换热效率,板片厚度越来越薄,不足1mm,因此,不锈钢传热板对焊接工艺的要求十分严格。不锈钢传热板上的折流焊道通常采用激光焊,激光焊具有热输入量小,热影响区小,工件收缩变形小,焊缝强度高和焊缝易实现自动化等优点,并且已经在薄板焊接方面得到广泛应用,完全可以满足传热板对焊道强度和耐蚀性的要求。但由于传热板的作用不同,其折流焊道的布置也各不相同,相邻折流焊道的分布也无规则。按传统的边划线边焊接方法,大批量生产时,花费工时多,焊接效率低下,逐道焊接会增加不锈钢传热板整体变形程度,最后焊接焊缝时可能会因累积变形过大很难成型。
技术实现要素:
4.本实用新型的目的是提供一种不锈钢换热板激光焊接工装,以解决不锈钢传热板在焊接过程工件容易收缩变形,焊接质量低的问题。
5.为解决上述技术问题,本实用新型所采取的技术方案为:
6.一种不锈钢传热板激光焊接工装,包括组装压紧平台和板对固定及保护装置,所述组装压紧平台包括框架结构的固定梁,固定梁上安装有两组相互平行设置的下压辊,下压辊的两端通过压辊支座固定在固定梁的横梁上,下压辊的上方设置有与其相平行的上压辊,上压辊的两端分别通过压辊支座固定在气缸的顶部,气缸安装在固定梁的两侧;所述板对固定及保护装置包括上压板和下压板,上压板上开设有与待焊接板对上的折流焊道位置相一致的数个焊道槽,焊道槽的中部开设有通气槽,下压板开设有与通气槽相对应的背气保护槽,背气保护槽与下压板的侧壁之间开设有进气孔,进气孔通过进气管道与储气瓶相连接;上压板通过卡箍固定在两根上压辊上,下压板通过卡箍固定在两根下压辊上,待焊接板对放置于下压板的上表面。
7.优选的,所述上压辊和下压辊的中部均包裹有两个橡胶托辊,橡胶托辊可在上压辊和下压辊表面滑动。
8.优选的,所述下压板上设置有数个板对定位块。
9.优选的,所述下压板的侧壁上设置有数块上压板限位块
10.优选的,所述气缸与控制柜相连接,进气管上的进气阀门与控制柜相连接。
11.本实用新型的使用方法:
12.作业人员通过控制器控制上压辊处于升起状态,将待焊接板对放置于下压板上表面,并通过板对定位块对待焊接板对进行定位;作业人员控制气缸带动上压辊下降,直至和下压紧板压紧后停止,调整橡胶托辊的相对位置,使待焊接板对均匀承受压力,防止焊接时板对受热变形或张开;作业人员调整焊枪至起始焊接位置并保持焊枪处于焊道槽的中心,打开进气阀,惰性气体通过进气管通入背气保护槽和通气槽中10秒后,再进行焊接。待焊接完成后,关闭进气阀,升起上压辊,取出焊接后的板对。
13.本实用新型将待焊接板对放置于上压板和下压板中间,并在上压板上开设与待焊接板对中折流焊道位置相适配的焊道槽,并且焊道槽的底部中心开设有通气槽,下压板上开设有与焊道槽位置相对应的背气保护槽,在焊接过程中可对板对进行气体保护,降低了焊接过程中板对的变形,提高了焊接质量。
14.本实用新型将上压板和下压板分别通过卡箍固定在上压辊和下压辊上,上压辊的两端固定在气缸的顶端,通过气缸可施加0.3mpa的压力,使得待焊接板片均匀承受压力,降低了在焊接过程中板片的变形。
15.本实用新型通过控制器控制气缸的起升、进气阀的开关,实现了自动化控制,使得本实用新型相互协调运转。
附图说明
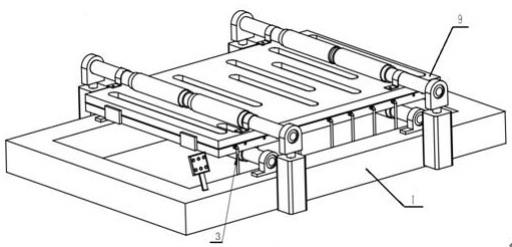
16.图1是本实用新型的结构示意图;
17.图2是图1中组装压紧平台的结构示意图;
18.图3是图1中板对固定及保护装置的俯视图;
19.图4是图3中板对固定及保护装置的a-a向剖视图;
20.图5是图4中ⅰ处的局部放大图;
21.图6是下压板的结构示意图;
22.图7是本实用新型的使用状态图;
23.图中:1、组装压紧平台,2、储气瓶,3、进气管,4、固定梁,5、上压辊,6、下压辊,7、橡胶托辊,8、通气槽 ,9、板对固定及保护装置,10、气缸,11、控制器,12、压板限位块,13、待焊接板对,14、上压板,15、焊道槽,16、背气保护槽,17、下压板,18、板对定位块,19、进气孔。
具体实施方式
24.下面结合附图对本实用新型做进一步详细的说明。
25.如图1至图6所示的一种不锈钢传热板激光焊接工装,包括组装压紧平台1和板对固定及保护装置9,组装压紧平台1包括框架结构的固定梁4,固定梁4上安装有两组相互平行设置的下压辊6,下压辊6的两端通过压辊支座固定在固定梁4的横梁上,下压辊6的上方设置有与其相平行的上压辊5,上压辊5的两端分别通过压辊支座固定在气缸10的顶部,气缸10安装在固定梁4的两侧;板对固定及保护装置9包括上压板14和下压板17,上压板14上开设有与待焊接板对13上的折流焊道位置相一致的数个焊道槽15,焊道槽15的中部开设有通气槽8,下压板17上开设有与通气槽8相对应的背气保护槽16,背气保护槽16与下压板17的侧壁之间开设有进气孔19,进气孔19通过进气管道3与储气瓶2相连接;上压板14通过卡
箍固定在两根上压辊5上,下压板17通过卡箍固定在两根下压辊6上,待焊接板对13放置于下压板17的上表面。
26.上压辊5和下压辊6的中部均包裹有两个橡胶托辊7,橡胶托辊7可在上压辊5和下压辊6表面滑动。
27.下压板17上设置有数个板对定位块18。下压板17的侧壁上设置有数块上压板限位块12。
28.气缸10与控制柜11相连接,进气管3上的进气阀门与控制柜11相连接。
29.本实用新型的使用方法:
30.作业人员通过控制器11控制上压辊5处于升起状态,将待焊接板对13放置于下压板17上表面,并通过板对定位块18对待焊接板对13进行定位;作业人员控制气缸10带动上压辊5下降,直至和下压紧板17压紧后停止,调整橡胶托辊7的相对位置,使待焊接板对13均匀承受压力,防止焊接时板对受热变形或张开;作业人员调整焊枪至起始焊接位置并保持焊枪处于焊道槽15的中心,打开进气阀,惰性气体通过进气管3通入背气保护槽16和通气槽8中10秒后,再进行焊接。待焊接完成后,关闭进气阀,升起上压辊5,取出焊接后的板对。
31.本实用新型将待焊接板对放置于上压板和下压板中间,并在上压板上开设与待焊接板对中折流焊道位置相适配的焊道槽,并且焊道槽的底部中心开设有通气槽,下压板上开设有与焊道槽位置相对应的背气保护槽,在焊接过程中可对板对进行气体保护,降低了焊接过程中板对的变形,提高了焊接质量。
技术特征:
1.一种不锈钢传热板激光焊接工装,其特征在于:包括组装压紧平台(1)和板对固定及保护装置(9),所述组装压紧平台(1)包括框架结构的固定梁(4),固定梁(4)上安装有两组相互平行设置的下压辊(6),下压辊(6)的两端通过压辊支座固定在固定梁(4)的横梁上,下压辊(6)的上方设置有与其相平行的上压辊(5),上压辊(5)的两端分别通过压辊支座固定在气缸(10)的顶部,气缸(10)安装在固定梁(4)的两侧;所述板对固定及保护装置(9)包括上压板(14)和下压板(17),上压板(14)上开设有与待焊接板对(13)上的折流焊道位置相一致的数个焊道槽(15),焊道槽(15)的中部开设有通气槽(8),下压板(17)上开设有与通气槽(8)相对应的背气保护槽(16),背气保护槽(16)与下压板(17)的侧壁之间开设有进气孔(19),进气孔(19)通过进气管道(3)与储气瓶(2)相连接;上压板(14)通过卡箍固定在两根上压辊(5)上,下压板(17)通过卡箍固定在两根下压辊(6)上,待焊接板对(13)放置于下压板(17)的上表面。2.根据权利要求1所述的不锈钢传热板激光焊接工装,其特征在于:所述上压辊(5)和下压辊(6)的中部均包裹有两个橡胶托辊(7),橡胶托辊(7)可在上压辊(5)和下压辊(6)表面滑动。3.根据权利要求1或2所述的不锈钢传热板激光焊接工装,其特征在于:所述下压板(17)上设置有数个板对定位块(18)。4.根据权利要求3所述的不锈钢传热板激光焊接工装,其特征在于:所述下压板(17)的侧壁上设置有数块上压板限位块(12)。5.根据权利要求4所述的不锈钢传热板激光焊接工装,其特征在于:所述气缸(10)与控制柜(11)相连接,进气管道(3)上的进气阀门与控制柜(11)相连接。
技术总结
本实用新型公开了一种不锈钢传热板激光焊接工装,包括组装压紧平台和板对固定及保护装置,组装压紧平台包括固定梁、两组相互平行的下压辊和上压辊,上压辊的两端固定在气缸的顶部;板对固定及保护装置包括分别固定在上压辊和下压辊上的上压板和下压板,上压板上开设有与待焊接板对上的折流焊道位置相一致的焊道槽,下压板开设有对应的背气保护槽,背气保护槽与下压板的侧壁之间开设有进气孔,进气孔通过进气管道与储气瓶相连接;待焊接板对放置于下压板的上表面。本实用新型在焊接过程中可对板对进行气体保护,降低了焊接过程中板对的变形,提高了焊接质量。提高了焊接质量。提高了焊接质量。
技术研发人员:张忠发 刘志 胡海军 唐柏福 雷全玉 魏永军
受保护的技术使用者:兰州兰石换热设备有限责任公司
技术研发日:2021.10.26
技术公布日:2022/4/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1