一种锻造大型曲拐的组合砧模的制作方法
1.本实用新型涉及一种制作曲拐锻件的砧模,特别涉及大型曲拐锻造的系列砧模设置,属于机械制造技术领域。
背景技术:
2.曲轴是机械传动中的主要部件,曲拐是曲轴上的重要零件,因曲轴承担机械旋转运动和往复运动的变换,大型曲轴的曲拐受力大而复杂,因此要有足够的刚度、强度和承受冲击载荷的能力。为了满足上述性能要求,通常选用锻制曲拐,常见的锻造方法有:实型锻造法、模锻法和弯锻法。众多的锻造方法中,弯锻法成型好、操作方便、金属流向好,对设备要求不高,因而是最常用的。制作过程是将钢坯先压成扁坯,然后在弯曲模架上弯曲,分步锻压成型。现有弯锻法需要压钳口、镦粗、拔坯、压槽、弯曲和精整外形等工序,每道工序都需要更换砧模,特别是需要多次更换锻机的上砧,造成锻机不能多工序连续成型操作,需要多火次反复加热才能完成上述工序,因而能耗高、效率低。
技术实现要素:
3.本实用新型提出了一种锻造大型曲拐的组合砧模,减少锻造加热火次,缩短工艺流程。
4.本实用新型技术方案如下:一种锻造大型曲拐的组合砧模,包括锻机和机械手,所述锻机包括上砧、下砧和上模,所述上砧连接在所述锻机上砧座的下端, 所述下砧包括砧模和移动工作台,所述砧模包括大平砧、小平砧和漏盘,所述上模包括成型芯模,所述移动工作台包括纵向工作台和横向工作台,所述漏盘置于纵向工作台上,所述成型芯模和镦粗板由机械手夹持,其特征在于:
5.所述上砧固定设置为平砧;
6.所述下砧设置为组合活动砧;
7.所述上模中还设置反扣折弯模;
8.所述砧模中还设置双联压痕模、梯形模和凹形下模;
9.所述大平砧、小平砧、双联压痕模、梯形模和凹形下模设置在横向工作台上;所述反扣折弯模通过机械手夹持。
10.进一步地,所述横向工作台上设置连接座,所述大平砧或小平砧或双联压痕模或梯形模或凹形下模的下端与所述连接座上端活动连接。
11.进一步地,所述连接座上端设有定位孔,所述大平砧或小平砧或双联压痕模或梯形模或凹形下模的下端插入所述定位孔。
12.进一步地,所述双联压痕模两只模尖平行向上等高设置。
13.本实用新型中,组合砧模的上砧固定设置为平砧,下砧和上模设置为随时可以更换的活动砧模,部分置放在工作台上移动更换,部分由机械手夹持更换,实现快速更换,在一个火次可锻温度范围内完成多个复杂锻制工序,将传统5-7火次的曲拐锻件工艺缩减至
2-3火次完成。
14.本实用新型具有节能降耗、优质高效的特点。
附图说明
15.附图1为纵向工作台组合砧模示意图;
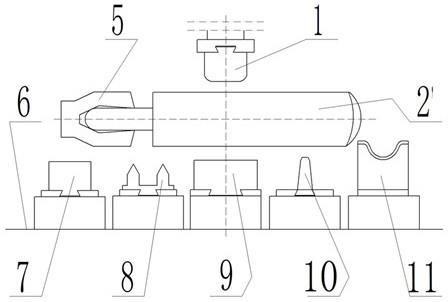
16.附图2为横向工作台组合砧模示意图;
17.附图3为机械手夹持反扣折弯模状态图;
18.附图4为机械手夹持成型芯模状态图。
19.附图中,1为上砧、2为钢坯、2
′
为锻坯、3为纵向工作台、4为漏盘、5为机械手、6为横向工作台、7为小平砧、8为双联压痕模、9为大平砧、10为梯形模、11为凹形模、12为反扣折弯模、13为成型芯模。
具体实施方式
20.如附图1所示,将漏盘4置放在纵向工作台3上,移动纵向工作台3移砧,下砧为漏盘4,钢坯2立放在漏盘4上,上砧1下压将工件镦粗,并同时制得工艺柄。
21.如附图2所示,小平砧7、双联压痕模8、大平砧9、梯形模10、凹形模11设置在横向工作台6上,移动横向工作台6移砧,小平砧7、双联压痕模8、大平砧9、梯形模10、凹形模11可分别作为下砧,上砧1分别与小平砧7、双联压痕模8、大平砧9、梯形模10、凹形模11配合动作,可对锻坯2
′
进行各种不同的操作,与小平砧7配合,对锻坯2
′
进行拔长压方,与双联压痕模8配合,对锻坯2
′
锻制双痕,与大平砧9配合,对锻坯2
′
曲颈部制作,与梯形模10配合,对锻坯2
′
锻制梯形槽,与凹形模11配合,将锻坯2
′
梯形槽内部分锻制成曲颈坯。
22.如附图3所示,机械手5将反扣折弯模12夹持至锻坯2
′
与上砧1之间,同时下砧更换成凹形模11,将锻坯2
′
两臂折弯成两曲柄锻坯。
23.如附图所示,机械手将成型芯模13夹持至两曲柄之间,下砧更换成大平砧9,两曲柄臂与成型芯模13贴合,将锻坯2
′
制成曲拐锻坯。
技术特征:
1.一种锻造大型曲拐的组合砧模,包括锻机和机械手,所述锻机包括上砧、下砧和上模,所述上砧连接在所述锻机上砧座的下端, 所述下砧包括砧模和移动工作台,所述砧模包括大平砧、小平砧和漏盘,所述上模包括成型芯模,所述移动工作台包括纵向工作台和横向工作台,所述漏盘置于纵向工作台上,所述成型芯模由机械手夹持,其特征在于:所述上砧固定设置为平砧;所述下砧设置为组合活动砧;所述上模中还设置反扣折弯模;所述砧模中还设置双联压痕模、梯形模和凹形下模;所述大平砧、小平砧、双联压痕模、梯形模和凹形下模设置在横向工作台上;所述反扣折弯模通过机械手夹持。2.根据权利要求1所述的一种锻造大型曲拐的组合砧模,其特征在于:所述横向工作台上设置连接座,所述大平砧或小平砧或双联压痕模或梯形模或凹形下模的下端与所述连接座上端活动连接。3.根据权利要求2所述的一种锻造大型曲拐的组合砧模,其特征在于:所述连接座上端设有定位孔,所述大平砧或小平砧或双联压痕模或梯形模或凹形下模的下端插入所述定位孔。4.根据权利要求1或2所述的一种锻造大型曲拐的组合砧模,其特征在于:所述双联压痕模两只模尖平行向上等高设置。
技术总结
本实用新型涉及一种锻造大型曲拐的组合砧模,包括锻机和机械手,锻机包括上砧、下砧和上模。上砧连接在锻机上砧座下端且固定设置为平砧;下砧包括砧模、纵向工作台和横向工作台,砧模包括大平砧、小平砧、双联压形模、梯形模、凹形下模和漏盘,漏盘置于纵向工作台上,砧模设置在横向工作台上,上模包括成型芯模、反扣折弯模,其由机械手夹持。由于砧模和上模设置为随时可以更换的活动砧模,部分置放在工作台上移动更换,部分由机械手夹持更换,因此一个火次可完成多个锻造工步,将传统5-7火次的锻件工艺缩减至2-3火次完成。本实用新型具有节能降耗、优质高效的特点。优质高效的特点。优质高效的特点。
技术研发人员:张连华 张晖 陈柏金 沈法华 陈习中
受保护的技术使用者:中聚信海洋工程装备有限公司
技术研发日:2021.10.28
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1