汽车催化器衬垫包扎工装的制作方法
1.本实用新型涉及汽车催化器制造技术领域,尤其是一种用于汽车催化器生产的衬垫包扎工装。
背景技术:
2.汽车催化器是安装在汽车排气系统中的通过其筒体内的载体对汽车发动机排放的污染物进行净化处理的装置,目前汽车催化器采用的是陶瓷作为载体,为使易碎的载体在金属筒体的保护下顺利使用,生产时需采用汽车催化器衬垫包扎工装将衬垫包扎在载体外周,然后进行填芯。一种申请号为202020294130.1,名称为:汽车催化器衬垫包扎工装的实用新型专利,其上包扎板21和下包扎板22对于衬垫的包扎采用的是公扣51与母扣52的卡接方式,在生产实践中存在以下问题:1)需人工手动不断的去操作卡扣,不但动作繁琐易产生失误、影响生产,而且工作效率较低;2)经过长期使用的公扣和母扣之间会产生磨损,而致包扎不紧,这样,在载体包扎好后推入填芯模内的过程中,极易产生载体、衬垫的移位从而导致载体压碎,填芯不合格。
技术实现要素:
3.本实用新型提供一种汽车催化器衬垫包扎工装,该包扎工装可以解决现有汽车催化器衬垫包扎工装存在的采用卡扣进行包扎需人工进行,工作效率低以及长期使用会因磨损而致包扎不紧的问题。
4.为了解决上述问题,本实用新型所采用的技术方案是:该汽车催化器衬垫包扎工装,包括底板和设于所述底板上的包扎模底座,所述包扎模底座上设有半筒体的包扎槽体,所述包扎槽体与导筒相对接的一端的两侧的顶部分别铰接有通过气缸驱动打开或合拢对接成半筒体的半预紧板,这两个所述半预紧板合拢对接时与所述包扎槽体构成与导筒同轴设置的圆筒。
5.上述技术方案中,更具体的技术方案还可以是:所述包扎槽体远离所述导筒的一端的槽内设有衬垫限位块;所述包扎槽体的两端均固定连接有包扎槽体固定块,所述包扎模底座的两端分别设有安装板,所述包扎槽体固定块分别安装在各自的所述安装板上。
6.进一步的:所述气缸位于所述包扎模底座两侧的所述底板上,所述气缸的伸缩端通过铰杆与所述半预紧板相连接。
7.进一步的:所述半预紧板的外壁设有轴向的安装平面,所述安装平面上装有u型的第一连接件,所述第一连接件的两侧翼板为向下的折弯板,所述第一连接件的两侧翼板之间连接有第一转轴,所述气缸的伸缩端上装有向上开口的u型的第二连接件,所述第二连接件的两侧翼板之间连接有第二转轴,所述铰杆的一端穿装在所述第一转轴上,另一端穿装在所述第二转轴上。
8.进一步的:一个所述半预紧板的对接端设有凸起,另一个所述半预紧板的对接端设有对应于所述凸起的凹槽。
9.进一步的:位于所述气缸外侧的所述底板上分别设有手把。
10.由于采用了上述技术方案,本实用新型与现有技术相比具有如下有益效果:
11.由于本衬垫包扎工装的结构,进行包扎操作时,先将衬垫放到包扎槽体上,再放入载体,启动设备,气缸带动半预紧板即可将衬垫预紧,然后将载体和衬垫推入导筒进行填芯。无需人工去操作衬垫的预紧。不但减少了填芯的操作步骤,提高生产效率,降低生产制造成本,而且避免了填芯过程中衬垫发生拉扯、错位而导致载体压碎的风险,同时,结构更为简洁轻巧,节约了成本,更适合广泛使用。
附图说明
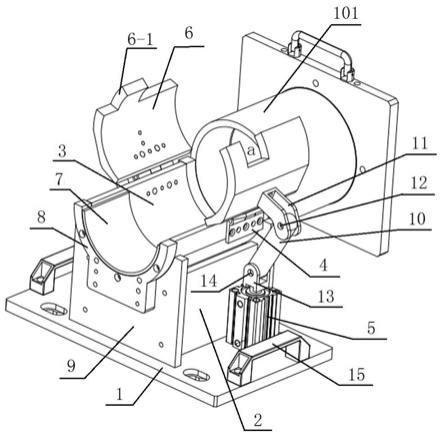
12.图1是本实用新型实施例的结构示意图。
具体实施方式
13.下面结合附图实施例对本实用新型作进一步详述:
14.图1所示的汽车催化器衬垫包扎工装,包括底板1和包扎模底座2,包扎模底座2位于底板1上,包扎模底座2上设有呈半筒体形状的包扎槽体3,包扎槽体3与导筒101相对接的一端的两侧的顶部通过铰链4分别铰接有半预紧板6,这两个半预紧板6均通过各自的气缸5驱动打开或合拢对接,本实施例的铰链为合页;包扎时这两个半预紧板6合拢对接成半筒体,并与包扎槽体3构成与导筒101同轴设置的圆筒,一个半预紧板6的对接端设有凸起6-1,另一个半预紧板6的对接端设有对应于凸起6-1的凹槽a,起到进一步压紧衬垫的作用;包扎槽体3远离导筒101的一端的槽内设有衬垫限位块7;包扎槽体3的两端均固定连接有包扎槽体固定块8,包扎模底座2的两端分别设有安装板9,包扎槽体固定块8分别安装在各自的安装板9上;气缸5分别位于包扎模底座2两侧的底板1上,气缸5的伸缩端通过各自的铰杆10与各自的半预紧板6相连接,其中:每个半预紧板6的外壁上均设有轴向的安装平面,该安装平面上装有u型的第一连接件11,第一连接件11的两侧翼板为向下的折弯板,第一连接件11的两侧翼板之间连接有第一转轴12,气缸5的伸缩端上装有向上开口的u型的第二连接件13,第二连接件13的两侧翼板之间连接有第二转轴14,铰杆10的一端套装在第一转轴12上,另一端套装在第二转轴14上;位于气缸5外侧的底板1上分别设有方便搬运本工装的手把15。
15.进行包扎操作时,先将衬垫放到包扎槽体3上,再放入载体,启动设备,气缸带动半预紧板6即可将衬垫预紧,然后将载体和衬垫推入导筒进行填芯。无需人工去操作衬垫的预紧。不但减少了填芯的操作步骤,提高生产效率,降低生产制造成本,而且避免了填芯过程中衬垫发生拉扯、错位而导致载体压碎的风险,同时,结构更为简洁轻巧,节约了成本,更适合广泛使用。
技术特征:
1.一种汽车催化器衬垫包扎工装,包括底板和设于所述底板上的包扎模底座,所述包扎模底座上设有半筒体的包扎槽体,其特征在于:所述包扎槽体与导筒相对接的一端的两侧的顶部分别铰接有通过气缸驱动打开或合拢对接成半筒体的半预紧板,这两个所述半预紧板合拢对接时与所述包扎槽体构成与导筒同轴设置的圆筒。2.根据权利要求1所述的汽车催化器衬垫包扎工装,其特征在于:所述包扎槽体远离所述导筒的一端的槽内设有衬垫限位块;所述包扎槽体的两端均固定连接有包扎槽体固定块,所述包扎模底座的两端分别设有安装板,所述包扎槽体固定块分别安装在各自的所述安装板上。3.根据权利要求1或2所述的汽车催化器衬垫包扎工装,其特征在于:所述气缸位于所述包扎模底座两侧的所述底板上,所述气缸的伸缩端通过铰杆与所述半预紧板相连接。4.根据权利要求3所述的汽车催化器衬垫包扎工装,其特征在于:所述半预紧板的外壁设有轴向的安装平面,所述安装平面上装有u型的第一连接件,所述第一连接件的两侧翼板为向下的折弯板,所述第一连接件的两侧翼板之间连接有第一转轴,所述气缸的伸缩端上装有向上开口的u型的第二连接件,所述第二连接件的两侧翼板之间连接有第二转轴,所述铰杆的一端穿装在所述第一转轴上,另一端穿装在所述第二转轴上。5.根据权利要求4所述的汽车催化器衬垫包扎工装,其特征在于:一个所述半预紧板的对接端设有凸起,另一个所述半预紧板的对接端设有对应于所述凸起的凹槽。6.根据权利要求5所述的汽车催化器衬垫包扎工装,其特征在于:位于所述气缸外侧的所述底板上分别设有手把。
技术总结
本实用新型公开了一种汽车催化器衬垫包扎工装,属汽车催化器制造技术领域,该汽车催化器衬垫包扎工装,包括底板和设于所述底板上的包扎模底座,所述包扎模底座上设有半筒体的包扎槽体,所述包扎槽体与导筒相对接的一端的两侧的顶部分别铰接有通过气缸驱动打开或合拢对接成半筒体的半预紧板,这两个所述半预紧板合拢对接时与所述包扎槽体构成与导筒同轴设置的圆筒。本实用新型可以解决现有汽车催化器衬垫包扎工装存在的采用卡扣进行包扎需人工进行,工作效率低以及长期使用会因磨损而致包扎不紧的问题。包扎不紧的问题。包扎不紧的问题。
技术研发人员:廖常志 郑忠夏
受保护的技术使用者:柳州利和排气控制系统有限公司
技术研发日:2021.10.28
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1