一种活塞销孔加工用镗床的制作方法
1.本实用新型属于活塞加工技术领域,更具体地说,特别涉及一种活塞销孔加工专用镗床。
背景技术:
2.活塞是发动机核心部件,在严重润滑不良高温高压的环境中高速运转,考验着活塞的性能,现发动机行业对活塞的性能要求越来越苛刻,活塞的加工精度越来越高,对加工工艺及设备也提出更高的要求。
3.现在一个镗床加工一只活塞,活塞销孔的圆度在5um左右,在镗床上一头是粗镗,一头是精镗,镗床的丝杠传动位置在托板一侧,在托板运行中和导轨会产生不稳定的间隙,使活塞销孔圆度圆柱度变大,直线度在7um-10um左右,很难维修,达不到普通要求的圆度圆柱度3um内直线度6um内。在加工过程中调整尺寸困难,需手动用螺丝顶住刀,进行进刀和退刀,一台镗床需4把刀,粗镗一边两把刀,精镗一边两把刀,托板来回行程长,效率低,主轴精度差,活塞销孔的圆度圆柱度直线度达不到要求的话,活塞销孔会在发动机运行中很快和销轴间隙变大,出现异响,影响发动机的性能。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供了一种活塞销孔加工用镗床。
5.本实用新型一种活塞销孔加工用镗床,由以下具体技术手段所达成:包含有床体,所述床体上设置有两个加工单元和压持装置,所述加工单元包含有动力主轴、主轴动力伺服电机、伺服电机、驱动丝杠、滑套组成、连杆组成、变形体、刀杆;
6.所述动力主轴前端连接刀杆,刀杆上装配精镗刀和粗镗刀,动力主轴连接主轴动力伺服电机,刀杆后端连接连杆组成,连杆组成上靠近刀杆的部位设置变形体,连杆组成上还设置滑套组成,所述连杆组成连接驱动丝杠,驱动丝杠连接伺服电机;
7.所述刀杆延伸方向的前部设置有活塞底座,所述活塞底座上方设置有压持装置,压持装置和活塞底座设置在滑台上,所述滑台通过滑台丝杠由伺服电机i驱动。
8.进一步的,所述压持装置由旋转油缸、压持横梁、两个压垫组成,压持横梁下部设置旋转油缸,旋转油缸通过压垫压在活塞顶部。
9.进一步的,所述滑台上设置有手指气缸对正装置,手指气缸上的手指的高度与刀杆的高度一致。
10.进一步的,刀杆上有放刀孔,放精镗刀,刀杆前端面有螺纹孔,用来上粗镗刀,粗镗刀焊接在螺丝上,螺丝上入螺纹孔内。
11.两个主轴的加工由一套系统控制,但可以分别调控。滑台由中间下方的丝杠驱动,滑台由精密直线导轨和床身连接,滑台运行平稳运行精度高,不会产生运行间隙,使活塞的直线度在3um左右;
12.动力主轴为动静压主轴,加工精度为亚纳米精度;
13.使用本设备加工的活塞销孔的圆度圆柱度在2um内,直线度在3um左右,粗糙度在ra0.3内;
14.尺寸调整在系统里面修改参数即可,简单快捷,同时加工两只活塞,效率高。
附图说明
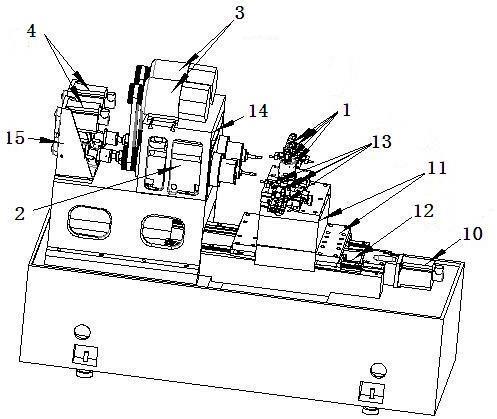
15.图1是本实用新型的结构示意图。
16.图2是本实用新型的加工单元结构示意图。
17.图3是本实用新型外部结构示意图。
18.1-压持装置,2-动力主轴(动静压主轴)、3-主轴动力伺服电机、4-伺服电机、5-驱动丝杠、6-滑套组成、7-连杆组成、8-变形体、9-刀杆;10-伺服电机i,11-滑台,12-滑台丝杠,13-手指气缸对正组成,14-电机座,15-伺服电机支架。
具体实施方式
19.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
20.实施例:
21.一种活塞销孔加工用镗床,包含有床体,所述床体上设置有两个加工单元和压持装置1,所述加工单元包含有动力主轴2(动静压主轴)、主轴动力伺服电机3、伺服电机4、驱动丝杠5、滑套组成6、连杆组成7、变形体8、刀杆9;
22.所述动力主轴2通过其前端的法兰盘连接刀杆9,刀杆9上装配精镗刀和粗镗刀,刀杆9上有放刀孔,放精镗刀,刀杆9前端面有螺纹孔,用来上粗镗刀,粗镗刀焊接在螺丝上,螺丝上入螺纹孔内,动力主轴2连接主轴动力伺服电机3,刀杆9后端连接连杆组成7,连杆组成7上靠近刀杆9的部位设置变形体8,连杆组成7上还设置滑套组成6,所述连杆组成7连接驱动丝杠5,驱动丝杠5连接伺服电机4;
23.所述刀杆9延伸方向的前部设置有活塞底座,所述活塞底座上放置活塞,上方设置有压持装置1,所述压持装置1由旋转油缸、压持横梁、两个压垫组成,压持横梁下部设置旋转油缸,旋转油缸通过压垫压在活塞底座上;压持装置和活塞底座设置在滑台11上,所述滑台11通过滑台丝杠12由伺服电机i10驱动,滑台11设置于导轨内,导轨固定在床体上;
24.所述滑台11上设置有手指气缸对正装置13,手指气缸上的手指的高度与刀杆的高度一致。
25.使用本实用新型时,将两只活塞按方向要求放置后,启动开关,两组手指气缸对正装置,将销孔对正,手指为锐角三角形,锐角伸入活塞毛坯销孔内,锐角的两边和毛坯销孔外边缘接触,手指一张一合,两次,将活塞毛坯销孔拨正,是镗孔后的活塞销孔壁厚均匀,主轴启动,滑台移动,将活塞移动到刀杆位置,粗镗刀和精镗刀先后切屑,粗镗刀切削量大,精镗刀切削量小,精镗刀切削两遍,粗镗刀切削一遍,精镗刀镗出活塞销孔后,滑台往回移动,此时连接连杆组成的伺服电机驱动丝杠,丝杠驱动滑套组成,滑套组成驱动连杆组成,连杆组成驱动变形体,变形体外端面连同刀杆朝着精镗刀刀尖方向平行位移,精镗刀的的旋转直径变大,在回镗时,由一把精镗刀回镗,由于主轴为动静压的,精度高保证销孔圆度圆柱度在2um内随着滑台的回移精镗刀回镗完活塞销孔。丝杠、连杆能让让精镗刀的旋转直径变
大,进行再切削。
技术特征:
1.一种活塞销孔加工用镗床,包含有床体,其特征在于:所述床体上设置有两个加工单元和压持装置,所述加工单元包含有动力主轴、主轴动力伺服电机、伺服电机、驱动丝杠、滑套组成、连杆组成、变形体、刀杆;所述动力主轴前端连接刀杆,刀杆上装配精镗刀和粗镗刀,动力主轴连接主轴动力伺服电机,刀杆后端连接连杆组成,连杆组成上靠近刀杆的部位设置变形体,连杆组成上还设置滑套组成,所述连杆组成连接驱动丝杠,驱动丝杠连接伺服电机;所述刀杆延伸方向的前部设置有活塞底座,所述活塞底座上方设置有压持装置,压持装置和活塞底座设置在滑台上,所述滑台通过滑台丝杠由伺服电机i驱动。2.根据权利要求1所述的一种活塞销孔加工用镗床,其特征在于:所述压持装置由旋转油缸、压持横梁、两个压垫组成,压持横梁下部设置旋转油缸,旋转油缸通过压垫压在活塞顶部。3.根据权利要求1所述的一种活塞销孔加工用镗床,其特征在于:所述滑台上设置有手指气缸对正装置,手指气缸上的手指的高度与刀杆的高度一致。4.根据权利要求1所述的一种活塞销孔加工用镗床,其特征在于:刀杆上有放刀孔,放精镗刀,刀杆前端面有螺纹孔,用来上粗镗刀,粗镗刀焊接在螺丝上,螺丝上入螺纹孔内。
技术总结
本实用新型提供了一种活塞销孔加工用镗床,包含有床体,床体上有两个加工单元和压持装置,加工单元包含有动力主轴、主轴动力伺服电机、伺服电机、驱动丝杠、滑套组成、连杆组成、变形体、刀杆;动力主轴前端连接刀杆,刀杆上装配精镗刀和粗镗刀,动力主轴连接主轴动力伺服电机,刀杆后端连接连杆组成,连杆组成上靠近刀杆的部位设置变形体,连杆组成上还设置滑套组成,连杆组成连接驱动丝杠,驱动丝杠连接伺服电机;刀杆延伸方向的前部设置有活塞底座,活塞底座上方设置有压持装置,压持装置和活塞底座设置在滑台上,滑台通过滑台丝杠由伺服电机I驱动。使用本设备加工的活塞销孔圆度圆柱度在2um内,直线度在3um,粗糙度在Ra0.3内。粗糙度在Ra0.3内。粗糙度在Ra0.3内。
技术研发人员:吴静 周轩 张文 赵龙 徐传民 王朝礼 祝文明
受保护的技术使用者:山东振挺精工活塞有限公司
技术研发日:2021.10.28
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1