一种自动缩口机的制作方法
1.本实用新型属于缩口机技术领域,具体涉及一种自动缩口机。
背景技术:
2.在钢管的加工工艺中,经常会把钢管的一端进行缩口处理,这样任意两根钢管之间就能相互套设在一起。传统的缩口机一般为立式,在加工过程中,钢管需要工人一根根放到缩口机上进行缩口,一根钢管缩口完成后,先取下来再安装上新的钢管进行缩口。这样的加工方式自动化程度低,操作繁琐,大大增加了人工成本,而且效率还不高。因此,需要设计一种自动缩口机。
技术实现要素:
3.本实用新型针对现有技术中存在的问题,设计了一种自动缩口机,本实用新型能对大量钢管可持续的进行缩口加工,自动化程度高,省时省力。
4.本实用新型的发明目的是通过以下技术方案实现的:一种自动缩口机,包括机座,所述的机座上设有储料部、控制装置和夹紧装置;所述的储料部的出口向下的位置设有阻拦钢管下落的控制装置以及把钢管运送到夹紧装置上的运送装置;所述的运送装置上设有用于支撑钢管的接收块,所述接收块设置在控制装置所阻拦钢管的正下方;所述的夹紧装置的两端设有缩口装置,所述的缩口装置上设有在钢管被夹紧装置抱紧时对其进行挤压的缩口机头。
5.作为优选,所述的控制装置包括第一气缸和第二气缸,所述的第一气缸设置在第二气缸的上方;所述的第一气缸上设有用于阻拦钢管的第一推块;所述的第二气缸包括用于阻拦最下方钢管的活塞轴,所述的第一推块与第二气缸的活塞轴之间的距离与每根钢管的外径相同。
6.第二气缸的活塞轴对最下方的钢管进行拦截且对其进行支撑,所有的钢管就不会往下掉;第一气缸上的第一推块对与最下方钢管相邻的钢管进行阻拦,这样最下方的钢管就能单独被运送装置运送到夹紧装置上;最下方的钢管被运送走后,与最下方钢棍相邻的钢管就会掉落到最下方钢管的位置并被第二气缸的活塞进支撑,这样每根钢管就能持续的运送到夹紧装置上。
7.作为优选,所述的控制装置上的第一气缸以及第一推块成对设置在机座上且互相之间保持对称;所述的第二气缸成对设置在机座上且相互之间保持对称。
8.所述的第一气缸成对设置在机座上,所述的第二气缸也成对设置在机座上,那么第一气缸上的第一推块在阻拦钢管的过程中,让钢管始终保持水平,不会发生左右倾斜;同理第二气缸的活塞轴在阻拦钢管的过程中让钢管始终保持水平,不会发生倾斜。
9.作为优选,所述的机座上设有安装支架,所述的安装支架上设有运送装置;所述的运送装置包括第三气缸和第四气缸;所述的第三气缸固定在安装支架上,所述的第三气缸的活塞轴上设有与其固定连接的安装板,所述的安装板上设有与其固定连接的第四气缸,
所述的第四气缸的活塞轴上设有与其固定连接的接收块。
10.所述的接收块与第四气缸固连接,第四气缸的活塞轴伸出时,那么接收块就会处于钢管的正下方;然后第三气缸工作控制安装板上下移动,那接收块就会上下移动;所述的接收块在下移的过程中就会把钢管运送到夹紧装置上;然后第四气缸的活塞轴收缩控制接收块回缩,接着第三气缸控制第四气缸整体上移,让第四气缸上的接收块重新处于钢管的正下方,这样接收块就会把新的钢管运送到夹紧装置上。
11.作为优选,所述的夹紧装置至少包括两个成对设置的第五气缸,每个所述的第五气缸相对钢管左右对称;每个所述的第五气缸的活塞轴上设有与其固定连接的压紧块,每个所述的压紧块上设有用于放置钢管的收纳槽。
12.所述的夹紧装置上的第五气缸同时工作,那么每个第五气缸上的压紧块就会相互靠近,这样压紧块就会把钢管夹紧使钢管在其径向上无法移动。
13.作为优选,所述的缩口装置包括第六气缸、第七气缸、缩口机头和支撑块;所述的第七气缸与支撑块固定连接,所述的第六气缸与缩口机头固定连接,所述的缩口机头内设有用于钢管缩口成型的内凹部。
14.所述的支撑块与钢管不需要缩口的一端贴合,所述的支撑块在第七气缸的推动下让钢管靠近缩口机头,钢管移动一段距离后支撑块保持静止;然后第六气缸推动缩口机头靠近钢管,钢管的末端伸入到内凹部中,钢管完成缩口工作;所述的缩口机头远离钢管,夹紧装置松开钢带,缩口完成的钢管从机座上的第一通孔掉落到放料框内统一进行存放。
15.作为优选,所述的第六气缸和第七气缸的活塞轴分别与被限位在缩口机头与支撑块之间的钢管同轴心设置,所述的内凹部也与钢管同轴心设置。
16.所述的缩口机头、内凹部和支撑块都与钢管同轴心设置,那么钢管在被缩口过程中所受到的作用力会始终沿着钢管的轴向,这样钢管上的缩口方向始终与钢管的轴向相同,缩口效果更好。
17.作为优选,所述的储料部的下方设有第一支架,所述的机座上设有两个相互对称设置的第二支架;所述的第一支架和第二支架间隔设置,所述的第一支架和第二支架之间的距离与每根钢管的外径相同。
18.所述的第一支架和第二支架之间设有间距,所述的间距与钢管的外径相同,这样钢管从储料部落到第一支架与第二支架之间的区域时,钢管不会沿着其水平径向移动,每根钢管在重力的作用下往竖直向下的掉落,保证钢管自动下落到控制装置上。
19.作为优选,所述的储料部下方设有两个成对设置的第八气缸,每个所述的第八气缸的活塞轴上设有与其固定连接的第二推块;所述的储料部包括放置底座,所述的放置底座和第二推块与水平面存在相同的倾斜角度。
20.所述的第八气缸工作带动第二推块上下移动,所述的第二推块在上下移动的过程中就会去推动放置底座上的钢管,那么钢管在推动的过程中会排列整体,然后从储料部掉落到控制装置上去。
21.作为优选,所述的机座上设有第一通孔,所述的第一通孔下方设有过渡板。
22.钢管从第一通孔会自动掉落到过渡板上,然后经过过渡板缓冲再掉落到放料框内统一存放,这样钢管就能整齐的掉落到放料框内,减少人力再次对钢管进行整理。
23.与现有技术相比,本实用新型具有以下有益效果:本实用新型的控制装置会把需
要缩口的钢管单独选取出来,并把与其相邻的钢管阻拦在其上方;然后通过运送装置把选取出来的钢管运送到夹紧装置上,通过夹紧装置固定好需要缩口的钢管,最后通过缩口装置对其进行缩口作业;当最下方的钢管缩口完成后就会从机座上掉落地面上的放料框内,储料部上的钢管会持续往控制装置上掉落,然后控制装置、运送装置、夹紧装置和缩口装置重复上述工序,这样储料部内的钢管就还能持续进行缩口作业。因此,本实用新型能对大量钢管可持续进行缩口作业,自动化程度高,省时省力。
附图说明
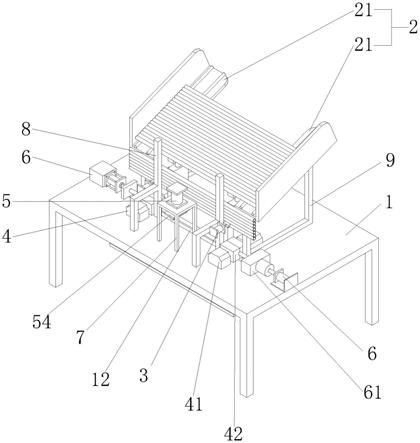
24.图1为本实用新型立体图;
25.图2为本实用新型a视角立体图;
26.图3为本实用新型的侧视图;
27.图4为本实用新型的后视图;
28.图5为本实用新型内部结构示意图。
29.图中标记:1、机座;2、储料部;21、放置底座;3、控制装置;31、第一气缸;32、第二气缸;33、第一推块;4、夹紧装置;41、第五气缸;42、压紧块;43、收纳槽;5、运送装置;51、接收块;52、第三气缸;53、第四气缸;54、安装板;6、缩口装置;61、缩口机头;62、第六气缸;63、第七气缸;64、支撑块;65、内凹部;7、安装支架;8、第一支架;9、第二支架;10、第八气缸;11、第二推块;12、第一通孔;13、过渡板。
具体实施方式
30.下面结合附图所表示的实施例对本实用新型作进一步描述:
31.如图1至图5所示,本实用新型公开了一种自动缩口机,包括机座1,所述的机座1上设有储料部2、控制装置3和夹紧装置4;所述的储料部2的出口向下的位置设有阻拦钢管下落的控制装置3以及把钢管运送到夹紧装置4上的运送装置5;所述的运送装置5上设有用于支撑钢管的接收块51,所述接收块51设置在控制装置3所阻拦钢管的正下方;所述的夹紧装置4的两端设有缩口装置6,所述的缩口装置6上设有在钢管被夹紧装置4抱紧时对其进行挤压的缩口机头61。
32.所述的控制装置3包括第一气缸31和第二气缸32,所述的第一气缸31设置在第二气缸32的上方;所述的第一气缸31上设有用于阻拦钢管的第一推块33;所述的第二气缸32包括用于阻拦最下方钢管的活塞轴,所述的第一推块33与第二气缸32的活塞轴之间的距离与每根钢管的外径相同。所述的控制装置3上的第一气缸31以及第一推块33成对设置在机座1上且互相之间保持对称;所述的第二气缸32成对设置在机座1上且相互之间保持对称。所述的机座1上设有安装支架7,所述的安装支架7上设有运送装置5;所述的运送装置5包括第三气缸52和第四气缸53;所述的第三气缸52固定在安装支架7上,所述的第三气缸52的活塞轴上设有与其固定连接的安装板54,所述的安装板54上设有与其固定连接的第四气缸53,所述的第四气缸53的活塞轴上设有与其固定连接的接收块51。所述的夹紧装置4至少包括两个成对设置的第五气缸41,每个所述的第五气缸41相对钢管左右对称;每个所述的第五气缸41的活塞轴上设有与其固定连接的压紧块42,每个所述的压紧块42上设有用于放置钢管的收纳槽43。所述的缩口装置6包括第六气缸62、第七气缸63、缩口机头61和支撑块64;
所述的第七气缸63与支撑块64固定连接,所述的第六气缸62与缩口机头61固定连接,所述的缩口机头61内设有用于钢管缩口成型的内凹部65。所述的第六气缸62和第七气缸63的活塞轴分别与被限位在缩口机头61与支撑块64之间的钢管同轴心设置,所述的内凹部65也与钢管同轴心设置。所述的储料部2的下方设有第一支架8,所述的机座1上设有两个相互对称设置的第二支架9;所述的第一支架8和第二支架9间隔设置,所述的第一支架8和第二支架9之间的距离与每根钢管的外径相同。所述的储料部2下方设有两个成对设置的第八气缸10,每个所述的第八气缸10的活塞轴上设有与其固定连接的第二推块11;所述的储料部2包括放置底座21,所述的放置底座21和第二推块11与水平面存在相同的倾斜角度。所述的机座1上设有第一通孔12,所述的第一通孔12下方设有过渡板13。
33.本实施例的具体工作过程如下:在需要缩口的钢管放置在储料部2上,开启储料部2下方的第八气缸10,这样钢管就会自动排序沿着放置底座21的斜坡掉落到控制装置3上,掉落到控制装置3上的钢管从上到下依次竖直排开;所述的控制装置3上的第二气缸32的活塞轴把最下方的钢管支撑住使其无法下落,此时第二气缸32的活塞轴处于初始状态;同时第一推块33把与最下方钢管相邻的钢管支撑住使其无法下落,此时的第一推块33处于初始状态;运送装置5上的接收块51在第四气缸53的带动下处于最下方钢管的正下方,这时的接收块51处于初始位置;控制第二气缸32工作,第二气缸32上的活塞轴收缩,钢管掉落到接收块51上;接着第三气缸52工作控制接收块51下移,在接收块51下移的过程中,第二气缸32的活塞轴伸出,第一推块33回缩,这样钢管就会下落到第二气缸32的活塞轴上并被其阻拦,同时第一推块33在回缩完成后会马上伸出,通过第一推块33持续间隔性伸缩,就能对钢管进行间隔性的阻拦和放行,确保每次只有一根钢管放行到运送装置5上;钢管通过运送装置5被运送到夹紧装置4上,所述的夹紧装置4上的夹紧块42会把钢管夹紧;此时,运送装置5上的接收块51在第三气缸52和第四气缸53的控制下重新回到初始位置;钢管在被夹紧装置4固定后,所述的缩口装置6对钢管进行缩口作业,缩口作业完成后所述的夹紧装置4松开钢管,钢管在重力的作用下从第一通孔12掉落到过渡板13上,然后从过渡板13掉落到放料框内;在最下方钢管缩口完成后,控制装置3和运送装置5同时工作,把新的钢管运送到夹紧装置4上,然后缩口装置6又对新的钢管进行缩口作业,这样钢管就能可持续进行自动缩口作业。
34.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1