燃气轮机喷嘴加工装置的制作方法
1.本实用新型涉及燃气轮机辅助配件领域,具体地说涉及一种燃气轮机喷嘴加工装置。
背景技术:
2.燃气轮机透平喷嘴是燃机的高温热部件。如图2所示,透平喷嘴的结构为20套喷嘴单体沿圆周组装程一个大号的圆形喷嘴,而喷嘴单体是三组叶片精铸一体直接成型,也称为三胞胎喷嘴,如图1所示。透平喷嘴在燃气轮机机组中安装定位精度非常高,加工极其困难,因为相邻的喷嘴单体中间有3mm左右的膨胀间隙,现有技术中一般采用铣床对喷嘴单体进行单独加工,然后再将喷嘴单体装配成大的喷嘴。但是这种加工方式,要加工20次,每次装夹定位都会存在误差,既无法满足产品的形位公差和质量,也将耗费很长时间,效率低。
技术实现要素:
3.为解决上述技术问题,本实用新型提供一种燃气轮机喷嘴加工装置,通过该装置的使用,可以一次性对多个喷嘴单体进行定位、加工,保证喷嘴单体的质量,满足燃气轮机喷嘴的加工需求。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.燃气轮机喷嘴加工装置,包括夹具体,夹具体上设有与若干个喷嘴单体卡合的外止口,通过削边销和圆柱销与喷嘴单体上的安装孔配合,将喷嘴单体固定于夹具体上,外止口内侧设有可拆装的、沿同一圆周均匀分布的若干第一中心支撑柱和若干左支撑柱,外止口的外侧设有可拆装的、沿同一圆周均匀分布的若干第二中心支撑柱和若干右支撑柱;当短压板或长压板安装在第一中心支撑柱上时,短压板或长压板通过紧固件固定于第一中心支撑柱上,其左端部设于左支撑柱上,右端部压于喷嘴单体上;当短压板或长压板安装在第二中心支撑柱上时,短压板或长压板中心处通过紧固件固定于第二中心支撑柱上,其右端部设于右支撑柱上,左端部压于喷嘴单体上。
6.进一步的技术方案,所述的短压板和长压板的中间段设有滑槽,紧固件可根据实际需要调整短压板和长压板的紧固位置。
7.进一步的技术方案,所述的紧固件为压紧螺栓。
8.进一步的技术方案,所述的第一中心支撑柱位于夹具体的内圈,第二中心支撑柱位于夹具体的外圈。
9.进一步的技术方案,所述的第一中心支撑柱和第二中心支撑柱均有20个,相对应的第一中心支撑柱和第二中心支撑柱位于夹具体的同一中心线上。
10.进一步的技术方案,加工过程中,短压板替换长压板时,需将左支撑柱或右支撑柱拆卸,安装在靠近短压板的固定孔上,将短压板的一端部压在左支撑柱或右支撑柱上。
11.本实用新型的工作原理:
12.将燃气轮机透平喷嘴单体(20个)放置在本实用新型的夹具体上, 通过削边销和
圆柱销对每个三胞胎喷嘴进行精确定位,通过紧固件和支撑柱,用长压板、短压板进行压紧,然后就可以对喷嘴的叶根和叶冠进行精确的加工,精车好之后,可以将夹具体与喷嘴整体转移到镗铣床的回转台之上,进行镗铣加工,避免了喷嘴的二次装夹,铣加工时一次性可以加工多个喷嘴,保证了产品的形位公差和质量,提高了工作效率。
13.有益效果
14.与现有技术相比,本实用新型具有如下显著优点:
15.本实用新型结构简单、操作方便,只需要一次装夹,就能满足喷嘴单体(20个)的全部加工,大大降低了工装夹具的成本,极大提高了加工效率,同时一次加工保证了喷嘴的形位公差和质量。
附图说明
16.图1为透平喷嘴的结构示意图;
17.图2为喷嘴单体的主视图;
18.图3为喷嘴单体的侧视图;
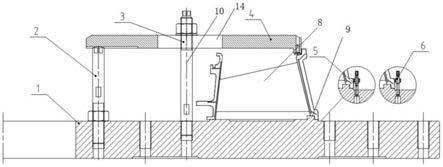
19.图4为本实用新型的结构示意图;
20.图5本实用新型的俯视图;
21.图6为实施例中的加工示意图一;
22.图7为实施例中的加工示意图二;
23.图8为实施例中的加工示意图三;
24.图中标记:1、 夹具体,2和若干左支撑柱,3、紧固件,4、长压板, 5、削边销, 6、圆柱销, 7、短压板, 8、喷嘴单体,9、外止口,10、第一中心支撑柱,11、第二中心支撑柱,12和若干右支撑柱,13、安装孔,14、滑槽。
具体实施方式
25.下面结合实施例及应用例对本发明作详细说明。需要指出的是,所举实施例是本发明的较佳实施方式,而不是对本发明要求保护范围的限制,本发明的应用及使用方法也不局限于所举应用例。
实施例
26.如图4、图5所示,燃气轮机喷嘴加工装置,包括夹具体1,夹具体1上设有与若干个喷嘴单体8卡合的外止口9,通过削边销5和圆柱销6与喷嘴单体8上的安装孔13配合,将喷嘴单体8固定于夹具体1上,外止口9内侧设有可拆装的、沿同一圆周均匀分布的若干第一中心支撑柱10和若干左支撑柱2,外止口9的外侧设有可拆装的、沿同一圆周均匀分布的若干第二中心支撑柱11和若干右支撑柱12;当短压板7或长压板4安装在第一中心支撑柱10上时,短压板7或长压板4通过紧固件3固定于第一中心支撑柱10上,其左端部设于左支撑柱2上,右端部压于喷嘴单体8上;当短压板4或长压板7安装在第二中心支撑柱11上时,短压板4或长压板7中心处通过紧固件3固定于第二中心支撑柱上,其右端部设于右支撑柱12上,左端部压于喷嘴单体8上。
27.所述的短压板4和长压板7的中间段设有滑槽14,紧固件3可根据实际需要调整短
压板和长压板的紧固位置。
28.所述的紧固件3为压紧螺栓。
29.所述的第一中心支撑柱10位于夹具体1的内圈,第二中心支撑柱11位于夹具体1的外圈。
30.所述的第一中心支撑柱10和第二中心支撑柱11均有20个,相对应的第一中心支撑柱10和第二中心支撑柱11位于夹具体1的同一中心线上。
31.加工过程中,短压板7替换长压板4时,需将左支撑柱2或右支撑柱12拆卸,安装在靠近短压板7的固定孔上,将短压板7的一端部压在左支撑柱2或右支撑柱12上。
32.本实用新型的工作过程如下:
33.1、如图4所示,通过夹具体1的外止口9,将燃气轮机喷嘴单体(20个)放置在夹具体上,插入削边销5进行粗定位,通过第一中心支撑柱10、紧固件3和长压板4的配合进行轻轻压紧喷嘴单体,然后圆柱销6(进行精确定位,这时带紧各处螺母,压紧喷嘴单体,对喷嘴单体的叶冠进行粗、精加工。
34.2、如图6所示,完成喷嘴单体(20套)的叶冠加工后,拆除长压板4,用短压板7压紧喷嘴单体,对喷嘴单体的叶冠的冠顶进气侧部位进行加工。
35.3、如图7所示,完成喷嘴单体(20套)的叶冠及进气侧冠顶的加工后,将第一中心支撑柱10和若干左支撑柱2拆除,将安装第二中心支撑柱11,右支撑柱12,长压板4安装于第二中心支撑柱上,压紧喷嘴单体,对喷嘴单体的叶根的粗、精加工。
36.4、如图8所示,完成喷嘴单体(20套)的叶根加工后,拆除长压板4,用短压板7压紧喷嘴单体,对喷嘴单体叶根的根顶进气侧部位进行加工。
37.5、完成喷嘴单体的全部加工后,将夹具体与喷嘴单体(20套)整体转移到镗铣床的回转台之上,进行镗铣加工,铣加工时一次性加工多个喷嘴,保证喷嘴的形位公差和质量。
技术特征:
1.燃气轮机喷嘴加工装置,包括夹具体,夹具体上设有与若干个喷嘴单体卡合的外止口,其特征在于:通过削边销和圆柱销与喷嘴单体上的安装孔配合,将喷嘴单体固定于夹具体上,外止口内侧设有可拆装的、沿同一圆周均匀分布的若干第一中心支撑柱和若干左支撑柱,外止口的外侧设有可拆装的、沿同一圆周均匀分布的若干第二中心支撑柱和若干右支撑柱;当短压板或长压板安装在第一中心支撑柱上时,短压板或长压板通过紧固件固定于第一中心支撑柱上,其左端部设于左支撑柱上,右端部压于喷嘴单体上;当短压板或长压板安装在第二中心支撑柱上时,短压板或长压板中心处通过紧固件固定于第二中心支撑柱上,其右端部设于右支撑柱上,左端部压于喷嘴单体上。2.根据权利要求1所述的燃气轮机喷嘴加工装置,其特征在于:所述的短压板和长压板的中间段设有滑槽,紧固件可根据实际需要调整短压板和长压板的紧固位置。3.根据权利要求1或2所述的燃气轮机喷嘴加工装置,其特征在于:所述的紧固件为压紧螺栓。4.根据权利要求1所述的燃气轮机喷嘴加工装置,其特征在于:所述的第一中心支撑柱位于夹具体的内圈,第二中心支撑柱位于夹具体的外圈。5.根据权利要求1所述的燃气轮机喷嘴加工装置,其特征在于:所述的第一中心支撑柱和第二中心支撑柱均有20个,相对应的第一中心支撑柱和第二中心支撑柱位于夹具体的同一中心线上。6.根据权利要求1所述的燃气轮机喷嘴加工装置,其特征在于:所述的喷嘴单体上的安装孔位于喷嘴的叶冠底部。7.根据权利要求1所述的燃气轮机喷嘴加工装置,其特征在于:加工过程中,短压板替换长压板时,需将左支撑柱或右支撑柱拆卸,安装在靠近短压板的固定孔上,将短压板的一端部压在左支撑柱或右支撑柱上。
技术总结
燃气轮机喷嘴加工装置,包括夹具体,夹具体上设有与若干个喷嘴单体卡合的外止口,通过削边销和圆柱销与喷嘴单体上的安装孔配合,将喷嘴单体固定于夹具体上,外止口内侧设有可拆装的、沿同一圆周均匀分布的若干第一中心支撑柱和若干左支撑柱,外止口的外侧设有可拆装的、沿同一圆周均匀分布的若干第二中心支撑柱和若干右支撑柱;当短压板或长压板安装在第一中心支撑柱上时,短压板或长压板通过紧固件固定于第一中心支撑柱上,其左端部设于左支撑柱上,右端部压于喷嘴单体上;当短压板或长压板安装在第二中心支撑柱上时,短压板或长压板中心处通过紧固件固定于第二中心支撑柱上,其右端部设于右支撑柱上,左端部压于喷嘴单体上。左端部压于喷嘴单体上。左端部压于喷嘴单体上。
技术研发人员:付刚 柳政 朱丹 朱海 朱雪青
受保护的技术使用者:南京汽轮电机(集团)有限责任公司
技术研发日:2021.11.18
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1