管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构的制作方法
1.本实用新型涉及一种焊接结构,特别是一种管道安装口氩弧焊打底免充氩防止背面氧化结构。
背景技术:
2.目前,镍合金管道广泛应用于石油化工各类装置中。镍合金管道在焊接施工过程中,焊接工艺要求较严格,要求道间温度小于等于100℃,多层多道焊,特别是由于其易氧化,采用氩弧焊打底时,焊缝的正面一般由焊把喷射的氩气保护,焊缝的反面高温焊缝金属易与空气接触造成氧化,需充氩气对反面进行保护。对于预制厂的预制焊口,可以采用两侧海绵封堵方式,或者可移动的免充氩工装,进行内部充氩气保护;对于安装焊口可以采用水溶纸对管线两侧进行封堵充氩,水压试验时,水溶纸可以被冲走。但有些工程管线的介质不允许有水溶纸及有机物的残留,特别是在检修中局部更换管段,不能保证水溶纸100%被冲走,因此就不能采用水溶纸进行封堵,如苯乙烯气体介质管线检修时安装口焊接,此时管线的氩弧焊打底防止背面氧化成为工程的难题。
技术实现要素:
3.本实用新型为解决公知技术中存在的技术问题而提供一种管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构。
4.本实用新型为解决公知技术中存在的技术问题所采取的技术方案是:一种管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,包括固定管线管口和与其对接的安装管段管口,在所述固定管线管口和所述安装管段管口的对接焊口内侧设有与其吻合的衬圈,所述衬圈与所述固定管线管口内侧通过间隔断续焊缝连接,所述衬圈与所述固定管线和所述安装管段坡口采用分段焊缝连接。
5.所述衬圈是采用薄板滚卷而成的,所述薄板对接处采用焊缝连接。
6.所述不锈钢板宽20-30mm,厚度小于等于4mm,长度与所述固定管线管口内圆周长相等。
7.所述间隔断续焊缝,间隔为100mm,焊接长度为10mm。
8.所述分段焊缝,间隔为300mm,焊接长度为100mm。
9.所述不锈钢衬圈衬入所述固定管线管口内部的长度为7~8mm。
10.本实用新型具有的优点和积极效果是:采用与对接焊口内侧吻合的奥氏体不锈钢衬圈作为工装,在焊口组对时,衬入对接管口内部,在焊口氩弧焊打底焊时,衬圈使焊接过程的熔敷金属及管线热影响与空气隔离,避免了焊口氧化。能够满足镍合金管线相关设计要求,能够适用于镍合金管线和不锈钢管线焊接无法充氩的部位。并且本实用新型结构简单、制作、使用方便,成本低。
附图说明
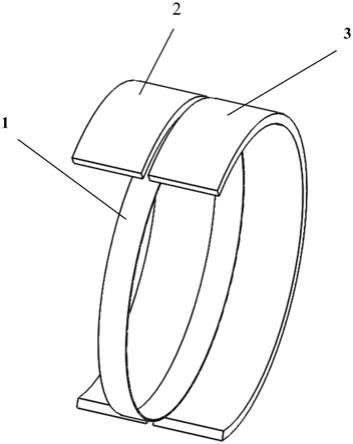
11.图1为本实用新型的结构示意图。
12.图中:1、衬圈;2、固定管线管口;3、安装管段管口。
具体实施方式
13.为能进一步了解本实用新型的
技术实现要素:
、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
14.请参阅图1,一种管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,包括固定管线管口2和与其对接的安装管段管口3,在所述固定管线管口2和所述安装管段管口3 的对接焊口内侧设有与其吻合的衬圈1,所述衬圈1与所述固定管线管口2内侧通过间隔断续焊缝连接,所述衬圈1与所述固定管线管口2和所述安装管段管口3的坡口分别采用分段焊缝连接。
15.上述衬圈的材质应该确保组对管不渗碳,为了防止组对管材质渗碳,衬圈应采用奥氏体不锈钢制成或采用镍基材料制成。
16.在本实施例中,所述衬圈1是采用薄板滚卷而成的,便于制作和安装,所述薄板对接处采用焊缝连接。所述不锈钢板宽20-30mm,厚度小于等于4mm,长度与所述固定管线管口内圆周长相等。所述间隔断续焊缝,间隔为100mm,焊接长度为10mm。所述分段焊缝,间隔为300mm,焊接长度为100mm。所述衬圈1衬入所述固定管线管口2内部的长度为7~8mm。
17.上述焊接结构不适用管线内部焊接光洁度要求较高的管线,如氧气线等。
18.现以苯乙烯装置换热器入口管线更换为例,说明上述焊接结构的应用,苯乙烯装置换热器入口管线材质为n08810,管径为ф914mm,厚度为19mm。焊接工艺要求氩弧焊打底,焊条电弧焊填充盖面,且施工过程不能有有机物在管内残留。在具体施工过程中采用上述焊接结构进行氩弧焊的背面保护。
19.组对前应采用机械方法进行坡口加工,坡口加工后应进行外观检查,坡口表面不得有裂纹、分层等缺陷。
20.然后将衬圈首先插入固定管线管口内部,插入深度为7~8mm,采用氩弧焊将衬圈端部固定在固定管线管口内部,对衬圈进行定位,焊丝型号为ernicr-3,采用每100mm间隔断续焊,焊接长度为10mm。然后采用与衬圈材质相对应的焊丝将衬圈首尾对接处进行焊接。
21.在焊口组对过程中,将焊口对中后,使衬圈插入安装管段管口,调整衬圈与安装管段管口之间的间隙不大于1mm,然后调整对口间隙和错边量,对口间隙为3-4mm,错边量为1-2mm。
22.衬圈安装完毕,进行衬圈与安装管段管口和固定管线管口的分别焊接,采用氩弧焊,为防止衬衬圈变形,焊丝直径为1.2mm,分段焊接,采用间隔300mm焊接100mm,直至完成整圈焊缝的焊接。
23.免充氩结构施工完毕,焊道先采用焊丝ernicr-3氩弧焊打底2mm,再用焊丝 ernicrcomo-1氩弧焊打底2-3mm,pt和rt检查合格后,用焊条enicrcomo-1焊条电弧焊填充盖面。焊接过程道间温度应小于100℃;每层焊道的接头应错开。
24.尽管上面结合附图对本实用新型的优选实施例进行了描述,但是本实用新型并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,并不是限制性的,本领
域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围的情况下,还可以做出很多形式,这些均属于本实用新型的保护范围之内。
技术特征:
1.一种管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,包括固定管线管口和与其对接的安装管段管口,其特征在于,在所述固定管线管口和所述安装管段管口的对接焊口内侧设有与其吻合的衬圈,所述衬圈与所述固定管线管口内侧通过间隔断续焊缝连接,所述衬圈与所述固定管线和所述安装管段坡口采用分段焊缝连接。2.根据权利要求1所述的管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,其特征在于,所述衬圈是采用不锈钢板滚卷而成的,所述不锈钢板对接处采用焊缝连接。3.根据权利要求2所述的管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,其特征在于,所述不锈钢板宽20-30mm,厚度小于等于4mm,长度与所述固定管线管口内圆周长相等。4.根据权利要求1所述的管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,其特征在于,所述间隔断续焊缝,间隔为100mm,焊接长度为10mm。5.根据权利要求1所述的管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,其特征在于,所述分段焊缝,间隔为300mm,焊接长度为100mm。6.根据权利要求1所述的管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,其特征在于,所述衬圈衬入所述固定管线管口内部的长度为7~8mm。
技术总结
本实用新型公开了一种管道安装口氩弧焊打底防止背面氧化的免充氩焊接结构,包括固定管线管口和与其对接的安装管段管口,在固定管线管口和安装管段管口的对接焊口内侧设有与其吻合的衬圈,衬圈与固定管线管口内侧通过间隔断续焊缝连接,衬圈与固定管线和安装管段坡口采用分段焊缝连接。本实用新型采用与对接焊口内侧吻合的奥氏体不锈钢衬圈作为工装,在焊口组对时,衬入对接管口内部,在焊口氩弧焊打底焊时,衬圈使焊接过程的熔敷金属及管线热影响与空气隔离,避免了焊口氧化。能够满足镍合金管线相关设计要求,能够适用于镍合金管线和不锈钢管线焊接无法充氩的部位。并且本实用新型结构简单、制作、使用方便,成本低。成本低。成本低。
技术研发人员:李雪梅 李伯承 明宇 吕振亮 王余来
受保护的技术使用者:中石化第四建设有限公司
技术研发日:2021.11.26
技术公布日:2022/6/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1