一种金属管件孔冲压模具的制作方法
1.本实用新型涉及金属管件加工技术领域,特别是一种金属管件孔冲压模具。
背景技术:
2.目前金属管件加工在各行各业中得到广泛使用,而对于金属管件表面加工,其主要生产方式为通过人工对金属管件进行装夹后,经钻床加工后,再经人工进行表面除屑清理,导致加工生产过程周期长,进而导致生产效率低下;
3.鉴于上述情况,有必要对现有的金属管件表面孔加工方式加以改进,使其能够适应现在对金属管件孔加工使用的需要。
技术实现要素:
4.由于目前在对金属管件表面孔加工处理方式使用效果不佳,因此我们在现有技术缺陷的基础上设计了一种对金属管件孔加工的冲压模具,生产效率高,便于人们进行使用。
5.实现上述目的本实用新型的技术方案为,一种金属管件孔冲压模具,包括上模板、设置于上模板下方的固定板、设置于上模板下方的若干冲头、设置于固定板下方的脱料板、设置于脱料板下方的工件、设置于工件下方的下模板、设置于下模板下方的多个下垫脚;所述冲头贯穿所述固定板、脱料板的上下表面且作用于工件上;冲头的设置根据工件表面孔数量及尺寸设置;所述脱料板下方设有用于限位工件的凹槽。
6.对本技术方案的进一步补充,所述上模板下方四周还设有若干导向柱,所述导向柱贯穿所述固定板的上下表面且与其固定连接,所述导向柱的另一端安装于脱料板的上表面。
7.对本技术方案的进一步补充,所述脱料板下方设有双工位。
8.对本技术方案的进一步补充,所述脱料板下方且位于下模板上方四周设有限位块,所述限位块的一端与脱料板下表面固定连接,另一端与下模板上表面固定连接。
9.对本技术方案的进一步补充,加工时,所述工件的内侧安装有芯棒。
10.对本技术方案的进一步补充,所述下模板上方固定安装有用于固定芯棒的固定座。
11.对本技术方案的进一步补充,所述固定座上设有安装孔供芯棒穿过从而对芯棒起到固定的作用,所述安装孔的长度尺寸、宽度尺寸小于工件的侧面长度尺寸、宽度尺寸。
12.对本技术方案的进一步补充,所述芯棒与下模板之间的间隙大小可根据需要调整固定座的高度实现。
13.其有益效果在于,本技术方案能够很好地实现对金属管件表面孔进行加工,生产效率高,并且适应性强,能够加工多种金属管件,便于企业进行使用,并且在加工后无需再专门进行清屑,使用效果好,可循坏进行使用上。
附图说明
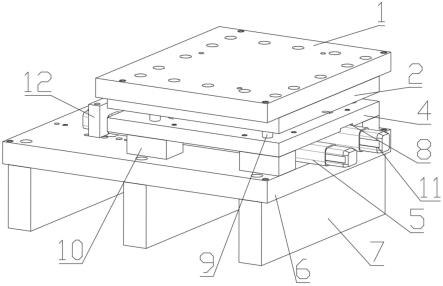
14.图1是本实用新型的整体结构示意图;
15.图2是本实用新型的部分结构示意图;
16.图中,1、上模板;2、固定板;3、冲头;4、脱料板;5、工件;6、下模板;7、下垫脚;8、凹槽;9、导向柱;10、限位块;11、芯棒;12、固定座;13、安装孔。
具体实施方式
17.由于目前在对金属管件表面孔加工处理方式使用效果不佳,因此我们在现有技术缺陷的基础上设计了一种对金属管件孔加工的冲压模具,生产效率高,便于人们进行使用。
18.为了便于本领域技术人员对本技术方案更加清楚,下面将结合附图1-2详细阐述本实用新型的技术方案:一种金属管件孔冲压模具,包括上模板1、设置于上模板1下方的固定板2、设置于上模板1下方的若干冲头3、设置于固定板2下方的脱料板4、设置于脱料板4下方的工件5、设置于工件5下方的下模板6、设置于下模板6下方的多个下垫脚7;所述冲头3贯穿所述固定板2、脱料板4的上下表面且作用于工件5上;冲头3的设置根据工件5表面孔数量及尺寸设置;所述脱料板4下方设有用于限位工件5的凹槽8;工作时,通过压力设备将上模板1、下模板6合模,此时工件5的一面能够被加工完成。
19.进一步地,所述上模板1下方四周还设有若干导向柱9,所述导向柱9贯穿所述固定板2的上下表面且与其固定连接,所述导向柱9的另一端安装于脱料板4的上表面,所述导向柱9的设置是为了保证上模板1、下模板6合模精度。
20.其中,为了对工件5正反面同时进行加工,所述脱料板4下方设有双工位,两个工位分别用于加工工件5的正反面。
21.其中,所述脱料板4下方且位于下模板6上方四周设有限位块10,所述限位块10的一端与脱料板4下表面固定连接,另一端与下模板6上表面固定连接。
22.为了在对工件5表面冲孔时能够更好地检测是否冲孔完成,加工时,所述工件5的内侧安装有芯棒11,芯棒11能够对工件5起到固定支撑的作用。
23.对本技术方案的进一步补充,所述下模板6上方固定安装有用于固定芯棒11的固定座12,详细地,固定座12上设有安装孔13供芯棒11穿过从而对芯棒11起到固定的作用,安装孔13的长度尺寸、宽度尺寸小于工件5的侧面长度尺寸、宽度尺寸,进一步地,为了更好地进行加工,控制芯棒11与下模板6之间的间隙大小可根据需要调整固定座12的高度实现。
24.下面将系统的说明本实用新型的整体工作原理:将切割好的工件5插入第一工位芯棒11,直至工件5端部与固定座12接触,通过压力设备将模具闭合,完成第一工位的加工内容后,再将工件5取出翻转,放入至第二工位,在此过程中导向柱9能够保证上下模的合模精度,冲头3将工件5冲穿,限位块10会将脱料板4、工件5、芯棒11三者之间的间隙保持在一个稳定的范围内,这样可以有效的保证产品的外观及芯棒11的使用寿命及芯棒11的固定;通过调节固定座12的高度来控制芯棒11与下模板6之间的间隙,间隙不能过大,也不能过小,间隙过大芯棒11容易断裂,间隙过小工件5放置时会受到阻碍。
25.上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。
技术特征:
1.一种金属管件孔冲压模具,其特征在于,包括上模板(1)、设置于上模板(1)下方的固定板(2)、设置于上模板(1)下方的若干冲头(3)、设置于固定板(2)下方的脱料板(4)、设置于脱料板(4)下方的工件(5)、设置于工件(5)下方的下模板(6)、设置于下模板(6)下方的多个下垫脚(7);所述冲头(3)贯穿所述固定板(2)、脱料板(4)的上下表面且作用于工件(5)上;冲头(3)的设置根据工件(5)表面孔数量及尺寸设置;所述脱料板(4)下方设有用于限位工件(5)的凹槽(8)。2.根据权利要求1所述的一种金属管件孔冲压模具,其特征在于,所述上模板(1)下方四周还设有若干导向柱(9),所述导向柱(9)贯穿所述固定板(2)的上下表面且与其固定连接,所述导向柱(9)的另一端安装于脱料板(4)的上表面。3.根据权利要求2所述的一种金属管件孔冲压模具,其特征在于,所述脱料板(4)下方设有双工位。4.根据权利要求1所述的一种金属管件孔冲压模具,其特征在于,所述脱料板(4)下方且位于下模板(6)上方四周设有限位块(10),所述限位块(10)的一端与脱料板(4)下表面固定连接,另一端与下模板(6)上表面固定连接。5.根据权利要求1-4任一项所述的一种金属管件孔冲压模具,其特征在于,加工时,所述工件(5)的内侧安装有芯棒(11)。6.根据权利要求5所述的一种金属管件孔冲压模具,其特征在于,所述下模板(6)上方固定安装有用于固定芯棒(11)的固定座(12)。7.根据权利要求6所述的一种金属管件孔冲压模具,其特征在于,所述固定座(12)上设有安装孔(13)供芯棒(11)穿过从而对芯棒(11)起到固定的作用,所述安装孔(13)的长度尺寸、宽度尺寸小于工件(5)的侧面长度尺寸、宽度尺寸。8.根据权利要求7所述的一种金属管件孔冲压模具,其特征在于,所述芯棒(11)与下模板(6)之间的间隙大小可根据需要调整固定座(12)的高度实现。
技术总结
本实用新型公开了一种金属管件孔冲压模具,包括上模板、设置于上模板下方的固定板、设置于上模板下方的若干冲头、设置于上模板下方的若干卸料螺栓、设置于固定板下方的脱料板、设置于脱料板下方的工件、设置于工件下方的下模板、设置于下模板下方的多个下垫脚;所述冲头、卸料螺栓贯穿所述固定板、脱料板的上下表面且作用于工件上;冲头的设置根据工件表面孔数量及尺寸设置;所述脱料板下方设有用于限位工件的凹槽。本实用新型的有益效果是,本技术方案能够很好地实现对金属管件表面孔进行加工,生产效率高,并且适应性强,能够加工多种金属管件,便于企业进行使用,并且在加工后无需再专门进行清屑,使用效果好,可循坏进行使用上。上。上。
技术研发人员:何彪 方健峰 王亚琪 徐益明
受保护的技术使用者:常熟市锡顺模具厂
技术研发日:2021.12.03
技术公布日:2022/6/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1