一种高速锪窝钻定深限位套装置的制作方法
1.本实用新型涉及表面磨损技术领域,具体为高速锪窝钻定深限位套装置。
背景技术:
2.机械连接是飞机制造及装配过程中主要的连接方法,机械连接工艺在很大程度上对飞机的生产质量、生产成本、生产周期起着决定性的作用。飞机上的蒙皮、壁板、边梁等各个部位都是通过机械连接的方式连接在一起的。通常,一架大型飞机上大约有150万-200万个连接孔。据统计,飞机机体疲劳损坏75%来自于机械连接部位,其中80%疲劳破坏裂纹产生在连接孔的位置。而在飞机机械连接方法中,铆接被大量用于除油箱以外的飞机各结构部件之间。因此,在机械连接过程中存在大量铆接孔的制作工作,研究飞机铆接孔的制造工艺技术对提高飞机结构铆接质量及飞机寿命显得尤为重要。而锪窝作为铆接前的准备工作,锪窝铆接不需要改变原有铆接工艺,只需要控制铆钉与孔之间的空隙,就可提高铆接部位的密闭性减少应力集中。锪窝孔的锪窝深度、表面粗糙度、形位公差等对铆接质量有着极大的影响。其中锪窝深度可直接影响铆钉铆接的使用效果,同时锪窝深度也是强度评估的重要指标。尽管市场上已经有了成熟的锪窝深度测量装置,如origin公司的激光测量系统、trulok公司的sr9系列产品,但是这些测量装置多用于锪窝后的质量检测,且操作繁琐价格较贵。对于锪窝过程中锪窝深度的把控目前多数企业还依靠人工经验、锪窝限位装置等方法,而对不同锪窝深度的锪孔制作有时还需更换锪窝钻头或锪窝限位装置,导致零件返工率高、生产周期长、效率低、成本高。传统的锪窝装置不具备定深、限位功能,已无法满足高质量大规模生产。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本实用新型提供了高速锪窝钻定深限位套装置,解决了齿形限位螺母圈和端面套筒接触表面间的磨损预测困难的问题。
5.(二)技术方案
6.为实现以上目的,本实用新型通过以下技术方案予以实现:
7.一种高速锪窝钻定深限位套装置,该装置包括端面套筒,所述端面套筒的内侧套接有螺纹轴套,所述螺纹轴套的上部侧壁套接有齿形定深螺母和齿形限位螺母圈,所述齿形定深螺母和端面套筒螺纹配合,所述齿形限位螺母圈和端面套筒滑动配合,所述齿形定深螺母和齿形限位螺母圈的一端均设有凸齿,且齿形定深螺母和齿形限位螺母圈凸齿接触配合,所述齿形限位螺母圈的下端设置有弹簧,所述弹簧的下端抵住端面套筒。
8.优选的,所述端面套筒的侧壁设置有第二螺钉,所述第二螺钉的一端延伸至螺纹轴套侧壁预设的滑槽中,所述齿形限位螺母圈的侧壁设置有弯杆,且弯杆的一端延伸至滑槽中。
9.优选的,所述螺纹轴套的内部穿插设置有动力轴,所述动力轴上套接有两个轴承,
所述轴承的外圈和螺纹轴套的内壁接触。
10.优选的,所述动力轴上螺纹连接有螺母挡圈,所述螺母挡圈的下端抵住轴承的内圈,两个所述轴承之间设置有轴承套。
11.优选的,所述螺纹轴套的下部侧壁设置有第一螺钉,所述第一螺钉的一端延伸至动力轴预设的侧壁开槽中。
12.(三)有益效果
13.本实用新型提供了高速锪窝钻定深限位套装置及其磨损量预测方法。具备以下有益效果:相对于传统锪窝装置,该装置将定深、限位功能集于一身,且结构简单、安全可靠,可实现锪窝孔的高质量大规模的生产。
附图说明
14.图1为本实用新型的定深限位套装置侧面示意图;
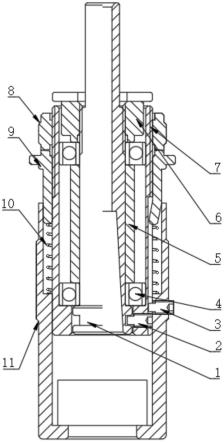
15.图2为图1的剖视示意图;
16.图1-2中,1、动力轴;2、第一螺钉;3、第二螺钉;4、轴承;5、轴承套;6、螺母挡圈;7、螺纹轴套;8、齿形定深螺母;9、齿形限位螺母圈; 10、弹簧;11、端面套筒。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.如图1-2所示,一种高速锪窝钻定深限位套装置,该装置包括端面套筒 11,端面套筒11的内侧套接有螺纹轴套7,螺纹轴套7可在端面套筒11内部进行轴向滑动,螺纹轴套7的上部侧壁套接有齿形定深螺母8和齿形限位螺母圈9,齿形定深螺母8和端面套筒11螺纹配合,齿形限位螺母圈9和端面套筒11滑动配合,齿形定深螺母8和齿形限位螺母圈9的一端均设有凸齿,且齿形定深螺母8和齿形限位螺母圈9凸齿接触配合,即向下滑动齿形限位螺母圈9,齿形定深螺母8和齿形限位螺母圈9凸齿分离,便可以转动齿形定深螺母8,调节在螺纹轴套7位置,即设置定深限位套装置的定深距离,齿形限位螺母圈9的下端设置有弹簧10,弹簧10的下端抵住端面套筒11,弹簧10 用于螺纹轴套7、齿形定深螺母8和齿形限位螺母圈9等部件的复位作用。
19.端面套筒11的下部还设置有排屑口,同时刀具位于排屑口的一端,并固定在动力轴1上,动力轴1的另一端连接动力源,即启动动力轴1转动的装置。
20.端面套筒11的侧壁设置有第二螺钉3,第二螺钉3的一端延伸至螺纹轴套7侧壁预设的滑槽中,第二螺钉3的设置防止螺纹轴套7从端面套筒11滑落,同时设置的滑槽保证螺纹轴套7均有轴向滑动的空间,以及确保螺纹轴套7和端面套筒11之间不发生转动,齿形限位螺母圈9的侧壁设置有弯杆,且弯杆的一端延伸至滑槽中,同时确保螺纹在轴套7和齿形限位螺母圈9之间不发生转动。
21.螺纹轴套7的内部穿插设置有动力轴1,动力轴1上套接有两个轴承4,轴承4的外圈和螺纹轴套7的内壁接触,保证动力轴1的转动。
22.动力轴1上螺纹连接有螺母挡圈6,螺母挡圈6的下端抵住轴承4的内圈,两个轴承4之间设置有轴承套5,轴承套5也是套接在动力轴1上,螺母挡圈 6和轴承套5的作用是对轴承4的位置的限定。
23.螺纹轴套7的下部侧壁设置有第一螺钉2,第一螺钉2的一端延伸至动力轴1预设的侧壁开槽中,第一螺钉2的作用限制动力轴1的轴向移动。
24.工作原理:使用时,刀具固定在动力轴1上,动力轴1的另一端连接动力源,将端面轴套11压在工件表面,动力轴1旋转,并提供轴向力,螺纹轴套7、齿形定深螺母8、齿形限位螺母圈9、刀具等部件贴向工件,并钻孔,同时废屑从排屑口送出,钻孔结束,释放轴向力,在弹簧10的作用下,各部件复位;
25.调节深度,向下滑动齿形限位螺母圈9,齿形定深螺母8和齿形限位螺母圈9凸齿分离,便可以转动齿形定深螺母8,调节在螺纹轴套7位置,与弹簧 10共同作用下,同样限定齿形限位螺母圈9的位置,进一步的齿形限位螺母圈9和端面轴套11在轴向的滑动距离发生变化。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种高速锪窝钻定深限位套装置,其特征在于,该装置包括端面套筒(11),所述端面套筒(11)的内侧套接有螺纹轴套(7),所述螺纹轴套(7)的上部侧壁套接有齿形定深螺母(8)和齿形限位螺母圈(9),所述齿形定深螺母(8)和端面套筒(11)螺纹配合,所述齿形限位螺母圈(9)和端面套筒(11)滑动配合,所述齿形定深螺母(8)和齿形限位螺母圈(9)的一端均设有凸齿,且齿形定深螺母(8)和齿形限位螺母圈(9)凸齿接触配合,所述齿形限位螺母圈(9)的下端设置有弹簧(10),所述弹簧(10)的下端抵住端面套筒(11)。2.根据权利要求1所述的一种高速锪窝钻定深限位套装置,其特征在于:所述端面套筒(11)的侧壁设置有第二螺钉(3),所述第二螺钉(3)的一端延伸至螺纹轴套(7)侧壁预设的滑槽中,所述齿形限位螺母圈(9)的侧壁设置有弯杆,且弯杆的一端延伸至滑槽中。3.根据权利要求1所述的一种高速锪窝钻定深限位套装置,其特征在于:所述螺纹轴套(7)的内部穿插设置有动力轴(1),所述动力轴(1)上套接有两个轴承(4),所述轴承(4)的外圈和螺纹轴套(7)的内壁接触。4.根据权利要求3所述的一种高速锪窝钻定深限位套装置,其特征在于:所述动力轴(1)上螺纹连接有螺母挡圈(6),所述螺母挡圈(6)的下端抵住轴承(4)的内圈,两个所述轴承(4)之间设置有轴承套(5)。5.根据权利要求3所述的一种高速锪窝钻定深限位套装置,其特征在于:所述螺纹轴套(7)的下部侧壁设置有第一螺钉(2),所述第一螺钉(2)的一端延伸至动力轴(1)预设的侧壁开槽中。
技术总结
本实用新型提供一种高速锪窝钻定深限位套装置,其特征在于,该装置包括端面套筒(11),所述端面套筒(11)的内侧套接有螺纹轴套(7),所述螺纹轴套(7)的上部侧壁套接有齿形定深螺母(8)和齿形限位螺母圈(9),所述齿形定深螺母(8)和端面套筒(11)螺纹配合,所述齿形限位螺母圈(9)和端面套筒(11)滑动配合,所述齿形定深螺母(8)和齿形限位螺母圈(9)的一端均设有凸齿,且齿形定深螺母(8)和齿形限位螺母圈(9)凸齿接触配合,所述齿形限位螺母圈(9)的下端设置有弹簧(10),所述弹簧(10)的下端抵住端面套筒(11)。套筒(11)。套筒(11)。
技术研发人员:秦剑 李国其 曹洋 宁雪梅
受保护的技术使用者:贵州全丰明剑科技有限公司
技术研发日:2021.12.06
技术公布日:2023/1/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1