一种用于弹片组装的半自动定位铆接装置的制作方法
1.本实用新型涉及弹片组装技术领域,具体为一种用于弹片组装的半自动定位铆接装置。
背景技术:
2.工件在进行钣金加工时,经常需要将弹片与工件铆接在一起,铆接时,一般是将弹片放置在需要铆接工件的铆点上,然后用冲杆的十字花头顶压铆点处的铆钉或凸点来完成铆接。而在对弹片进行铆接的过程中会出现无法对弹片进行精准定位,导致弹片的位置出现偏差进而造成铆接无法正常进行以及弹片发生偏移导致冲压铆接出现偏差。
技术实现要素:
3.本实用新型的目的在于提供一种用于弹片组装的半自动定位铆接装置,以解决上述背景技术中提出的无法对弹片进行精准定位,导致弹片的位置出现偏差进而造成铆接无法正常进行以及弹片发生偏移导致冲压铆接出现偏差的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种用于弹片组装的半自动定位铆接装置,包括底座,所述底座的顶端固定安装有输送机,所述输送机的传送带上设有若干个等距分布的夹持装置,所述输送机机架的两侧均固定设置有支架,两个所述支架之间的顶部固定设置有顶板,所述顶板的顶端固定安装有气缸,所述气缸的活动端穿过顶板固定连接有安装板,所述安装板的底端固定设置有若干个冲压头,两个所述支架内侧的中部均固定设置有支杆,两个所述支杆相对的一侧分别固定安装有红外线发射器和红外线接收器。
5.作为本实用新型的一种优选技术方案,所述底座正面的一侧固定安装有控制器,所述输送机、气缸、红外线发射器和红外线接收器均与控制器电性连接。
6.作为本实用新型的一种优选技术方案,所述底座正面的另一侧固定安装有开关,所述控制器通过开关与外接电源电性连接。
7.作为本实用新型的一种优选技术方案,若干个所述夹持装置均包括u型座、两个倒l型夹持件、两个伸缩杆和两个伸缩弹簧,所述u型座内壁的两侧均固定设置有伸缩杆,两个所述伸缩杆远离u型座的一端均固定设置有倒l型夹持件,两个所述伸缩杆的表面均套设有伸缩弹簧。
8.作为本实用新型的一种优选技术方案,每相邻两个所述倒l型夹持件之间均卡合设置有弹片。
9.作为本实用新型的一种优选技术方案,所述u型座内壁底端的两侧均开设有滑槽,两个所述滑槽分别与两个倒l型夹持件的底端滑动连接。
10.与现有技术相比,本实用新型的有益效果是:该装置通过控制器、红外线发射器和红外线接收器的协同配合来对弹片进行精准定位,避免弹片的位置出现偏差导致铆接无法正常进行,通过两个倒l型夹持件在伸缩杆和伸缩弹簧的配合作用下来对弹片进行固定夹
持,避免在进行冲压铆接的过程中弹片发生偏移导致冲压铆接出现偏差,进而导致弹片报废。
附图说明
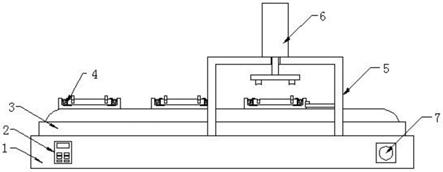
11.图1为本实用新型的正视图;
12.图2为本实用新型局部的立体图;
13.图3为本实用新型夹持装置的结构图;
14.图4为本实用新型的模块图。
15.图中:1、底座;2、控制器;3、输送机;4、夹持装置;41、u型座;42、倒l型夹持件;43、伸缩杆;44、伸缩弹簧;5、支架;6、气缸;7、开关;8、顶板;9、安装板;10、冲压头;11、红外线发射器;12、红外线接收器;13、支杆;14、弹片。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
17.请参阅图1-4,本实用新型提供了一种用于弹片组装的半自动定位铆接装置,包括底座1,底座1的顶端固定安装有输送机3,输送机3的传送带上设有若干个等距分布的夹持装置4,输送机3机架的两侧均固定设置有支架5,两个支架5之间的顶部固定设置有顶板8,顶板8的顶端固定安装有气缸6,气缸6的活动端穿过顶板8固定连接有安装板9,安装板9的底端固定设置有若干个冲压头10,两个支架5内侧的中部均固定设置有支杆13,两个支杆13相对的一侧分别固定安装有红外线发射器11和红外线接收器12,通过控制器2、红外线发射器11和红外线接收器12的协同配合来对弹片14进行精准定位,避免弹片14的位置出现偏差导致铆接无法正常进行。
18.优选的,底座1正面的一侧固定安装有控制器2,输送机3、气缸6、红外线发射器11和红外线接收器12均与控制器2电性连接,控制器2的型号是sd506,控制器2控制气缸6通电开始工作,通过气缸6推动安装板9向下移动,进而带动若干个冲压头10向下移动来对弹片14进行铆接。
19.优选的,底座1正面的另一侧固定安装有开关7,控制器2通过开关7与外接电源电性连接,打开开关7,控制器2开始启动。
20.优选的,若干个夹持装置4均包括u型座41、两个倒l型夹持件42、两个伸缩杆43和两个伸缩弹簧44,u型座41内壁的两侧均固定设置有伸缩杆43,两个伸缩杆43远离u型座41的一端均固定设置有倒l型夹持件42,两个伸缩杆43的表面均套设有伸缩弹簧44,通过两个倒l型夹持件42在伸缩杆43和伸缩弹簧44的配合作用下来对弹片14进行固定夹持,避免在进行冲压铆接的过程中弹片14发生偏移导致冲压铆接出现偏差,进而导致弹片14报废。
21.优选的,每相邻两个倒l型夹持件42之间均卡合设置有弹片14,弹片14上开设有铆钉孔。
22.优选的,u型座41内壁底端的两侧均开设有滑槽,两个滑槽分别与两个倒l型夹持件42的底端滑动连接,倒l型夹持件42沿着滑槽滑动更加稳定。
23.具体使用时,本实用新型一种用于弹片组装的半自动定位铆接装置,操作人员先
将若干个弹片14分别置于若干个u型座41内,通过两个倒l型夹持件42在伸缩杆43和伸缩弹簧44的配合作用下来对弹片14进行固定夹持,避免在进行冲压铆接的过程中弹片14发生偏移导致冲压铆接出现偏差,进而导致弹片14报废,再人工将铆钉卡在弹片14上的铆钉孔中,控制器2控制输送机3通电开始工作,通过输送机3带动若干个夹持装置4移动,进而带动弹片14移动,并且红外线发射器11发射红外线,红外线接收器12会接收红外线,当夹持装置4的一端移动到红外线发射器11和红外线接收器12之间时,红外线接收器12无法接收到红外线,会将信息反馈给控制器2,来控制输送机3停止工作,通过控制器2、红外线发射器11和红外线接收器12的协同配合来对弹片14进行精准定位,避免弹片14的位置出现偏差导致铆接无法正常进行,控制器2控制气缸6通电开始工作,通过气缸6推动安装板9向下移动,进而带动若干个冲压头10向下移动来对弹片14进行铆接。
24.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种用于弹片组装的半自动定位铆接装置,包括底座(1),其特征在于:所述底座(1)的顶端固定安装有输送机(3),所述输送机(3)的传送带上设有若干个等距分布的夹持装置(4),所述输送机(3)机架的两侧均固定设置有支架(5),两个所述支架(5)之间的顶部固定设置有顶板(8),所述顶板(8)的顶端固定安装有气缸(6),所述气缸(6)的活动端穿过顶板(8)固定连接有安装板(9),所述安装板(9)的底端固定设置有若干个冲压头(10),两个所述支架(5)内侧的中部均固定设置有支杆(13),两个所述支杆(13)相对的一侧分别固定安装有红外线发射器(11)和红外线接收器(12)。2.根据权利要求1所述的一种用于弹片组装的半自动定位铆接装置,其特征在于:所述底座(1)正面的一侧固定安装有控制器(2),所述输送机(3)、气缸(6)、红外线发射器(11)和红外线接收器(12)均与控制器(2)电性连接。3.根据权利要求2所述的一种用于弹片组装的半自动定位铆接装置,其特征在于:所述底座(1)正面的另一侧固定安装有开关(7),所述控制器(2)通过开关(7)与外接电源电性连接。4.根据权利要求1所述的一种用于弹片组装的半自动定位铆接装置,其特征在于:若干个所述夹持装置(4)均包括u型座(41)、两个倒l型夹持件(42)、两个伸缩杆(43)和两个伸缩弹簧(44),所述u型座(41)内壁的两侧均固定设置有伸缩杆(43),两个所述伸缩杆(43)远离u型座(41)的一端均固定设置有倒l型夹持件(42),两个所述伸缩杆(43)的表面均套设有伸缩弹簧(44)。5.根据权利要求4所述的一种用于弹片组装的半自动定位铆接装置,其特征在于:每相邻两个所述倒l型夹持件(42)之间均卡合设置有弹片(14)。6.根据权利要求4所述的一种用于弹片组装的半自动定位铆接装置,其特征在于:所述u型座(41)内壁底端的两侧均开设有滑槽。
技术总结
本实用新型公开了一种用于弹片组装的半自动定位铆接装置,包括底座,底座的顶端固定安装有输送机,输送机的传送带上设有若干个等距分布的夹持装置,输送机机架的两侧均固定设置有支架,两个支架之间的顶部固定设置有顶板,顶板的顶端固定安装有气缸,气缸的活动端穿过顶板固定连接有安装板,本实用新型一种用于弹片组装的半自动定位铆接装置,该装置通过控制器、红外线发射器和红外线接收器的协同配合来对弹片进行精准定位,避免弹片的位置出现偏差导致铆接无法正常进行,通过两个倒L型夹持件在伸缩杆和伸缩弹簧的配合作用下来对弹片进行固定夹持,避免在进行冲压铆接的过程中弹片发生偏移导致冲压铆接出现偏差,进而导致弹片报废。弹片报废。弹片报废。
技术研发人员:吴军 唐春林
受保护的技术使用者:东莞市和帜五金有限公司
技术研发日:2021.12.14
技术公布日:2022/5/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1