航空发动机涡轮盘生产加工专用拉刀的制作方法
1.本实用新型涉及摩托车龙头加工工具的技术领域,尤其是指航空发动机涡轮盘生产加工专用拉刀。
背景技术:
2.拉刀是由许多尺寸逐渐增大的刀齿所组成的一种切削刀具,当它在拉力或者推力的作用沿着其轴线作直线运动时,其刀齿便一个接一个在被加工工件上切下一层薄薄的金属,从而使得工件获得一定形状、尺寸、精度和光洁度的内孔或者外表面,切削的加工过程与其他刀具不同,它没有给进运动,其切削过程的连接进行,是利用拉刀后一刀齿比前一刀齿增加一定的齿宽或者齿高来实现的。
3.现有技术中的拉刀需要采用多个气缸进行加持和松开占用体积较大,维修也不方便。
技术实现要素:
4.本实用新型的目的是提供航空发动机涡轮盘生产加工专用拉刀,其具有结构简单,安装方便,免气缸夹持的效果。
5.本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
6.航空发动机涡轮盘生产加工专用拉刀,包括拉刀和安装座,所述拉刀安装于安装座的一端端面上设置有芯槽,所述安装座正对拉刀的端面一体成型有管体和芯杆,所述芯杆为长方体,所述管体朝向拉刀的一端上开设有若干槽缝,所述拉刀抵接管体内壁的一端外壁上一体成型有卡接环,所述管体内壁上开设有环槽,所述管体朝向拉刀的一端外壁上设置有螺纹,所述管体朝向拉刀的一端螺纹旋接有特制螺帽,所述特制螺帽为截面为“l”字形的环。
7.优选的,所述卡接环棱边圆角设置。
8.优选的,所述芯杆棱边圆角设置。
9.优选的,所述拉刀端部外壁棱边圆角设置。
10.优选的,所述拉刀上特制螺帽外部设置有防滑纹。
11.优选的,所述安装座采用不锈钢制成。
12.综上所述,本实用新型的有益效果:
13.首先,需要更换拉刀时将特制螺帽旋开,然后将拉刀拔出,在拔出的过程中,管体由于槽缝的存在更加容易张开,从而拔出更加容易,然后将新的拉刀正对芯杆朝着管体内部进行推进,从而拉杆上的卡接环卡进环槽,然后将特制旋帽旋接在管体朝向拉刀的一端,从而将拉刀固定。
附图说明
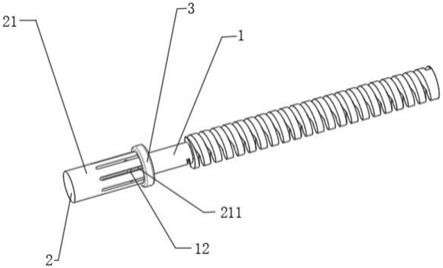
14.图1为本实用新型的整体结构示意图;
15.图2是本实用新型的剖面示意图。
16.图中标识分别为,1、拉刀;11、芯槽;12、卡接环;2、安装座;21、管体;211、槽缝;212、环槽;22、芯杆;3、特制螺帽。
具体实施方式
17.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。以下结合附图对本实用新型进行详细的描述。
18.以下结合附图对本实用新型作进一步详细说明。
19.参见图1到图2,航空发动机涡轮盘生产加工专用拉刀,包括拉刀1和安装座2,所述拉刀1安装于安装座2的一端端面上设置有芯槽11,所述安装座2正对拉刀1的端面一体成型有管体21和芯杆22,所述芯杆22为长方体,所述管体21朝向拉刀1的一端上开设有若干槽缝211,所述拉刀1抵接管体21内壁的一端外壁上一体成型有卡接环12,所述管体21内壁上开设有环槽212,所述管体21朝向拉刀1的一端外壁上设置有螺纹,所述管体21朝向拉刀1的一端螺纹旋接有特制螺帽3,所述特制螺帽3为截面为“l”字形的环。
20.工作原理:首先,需要更换拉刀1时将特制螺帽3旋开,然后将拉刀1拔出,在拔出的过程中,管体21由于槽缝211的存在更加容易张开,从而拔出更加容易,然后将新的拉刀1正对芯杆22朝着管体21内部进行推进,从而拉杆上的卡接环12卡进环槽212,然后将特制旋帽旋接在管体21朝向拉刀1的一端,从而将拉刀1固定。
21.所述卡接环12棱边圆角设置,采用这样的结构能够使得卡接环12上更加容易推进和拔出。
22.所述芯杆22棱边圆角设置,采用这样的结构能够使得芯杆22更加容易插进芯槽11内。
23.所述拉刀1端部外壁棱边圆角设置,采用这样的结构能够使得拉刀1更容易插进管体21内部。
24.所述拉刀1上特制螺帽3外部设置有防滑纹,采用这样的结构能够使得特制螺帽3更加容易转动。
25.所述安装座2采用不锈钢制成,采用这样的材质制成的安装座2不容易变形。
26.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
技术特征:
1.航空发动机涡轮盘生产加工专用拉刀,其特征在于:包括拉刀(1)和安装座(2),所述拉刀(1)安装于安装座(2)的一端端面上设置有芯槽(11),所述安装座(2)正对拉刀(1)的端面一体成型有管体(21)和芯杆(22),所述芯杆(22)为长方体,所述管体(21)朝向拉刀(1)的一端上开设有若干槽缝(211),所述拉刀(1)抵接管体(21)内壁的一端外壁上一体成型有卡接环(12),所述管体(21)内壁上开设有环槽(212),所述管体(21)朝向拉刀(1)的一端外壁上设置有螺纹,所述管体(21)朝向拉刀(1)的一端螺纹旋接有特制螺帽(3),所述特制螺帽(3)为截面为“l”字形的环。2.根据权利要求1所述航空发动机涡轮盘生产加工专用拉刀,其特征在于:所述卡接环(12)棱边圆角设置。3.根据权利要求2所述航空发动机涡轮盘生产加工专用拉刀,其特征在于:所述芯杆(22)棱边圆角设置。4.根据权利要求3所述航空发动机涡轮盘生产加工专用拉刀,其特征在于:所述拉刀(1)端部外壁棱边圆角设置。5.根据权利要求4所述航空发动机涡轮盘生产加工专用拉刀,其特征在于:所述拉刀(1)上特制螺帽(3)外部设置有防滑纹。6.根据权利要求5所述航空发动机涡轮盘生产加工专用拉刀,其特征在于:所述安装座(2)采用不锈钢制成。
技术总结
本实用新型涉及航空发动机涡轮盘生产加工专用拉刀,特别涉及拉刀的技术领域,包括拉刀和安装座,所述拉刀安装于安装座的一端端面上设置有芯槽,所述安装座正对拉刀的端面一体成型有管体和芯杆,所述芯杆为长方体,所述管体朝向拉刀的一端上开设有若干槽缝,所述拉刀抵接管体内壁的一端外壁上一体成型有卡接环,所述管体内壁上开设有环槽,所述管体朝向拉刀的一端外壁上设置有螺纹,所述管体朝向拉刀的一端螺纹旋接有特制螺帽,所述特制螺帽为截面为“L”字形的环,本实用新型具有结构简单,安装方便,免气缸夹持的技术效果。免气缸夹持的技术效果。免气缸夹持的技术效果。
技术研发人员:曹水莉 杨莉 宿成南
受保护的技术使用者:贵阳西南工具复杂刀具有限公司
技术研发日:2021.12.14
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1