一种轮毂装饰盖生产设备的制作方法
1.本实用新型涉及自动化生产设备,尤其是一种轮毂装饰盖生产设备。
背景技术:
2.轮毂装饰盖安装在轮毂上,轮毂装饰盖包括装饰盖本体和设在装饰盖本体内侧的卡簧,装饰盖本体通过卡簧与卡脚的配合实现与轮毂的固定安装。目前装饰盖本体与卡卡簧分开制造,然后通过人工进行装配,该种作业方式效率低,而且存在人工装配误差,影响产品的一致性,需对其进行自动化改造。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种轮毂装饰盖生产设备,提高作业效率,提升产品的一致性。
4.为解决上述技术问题,本实用新型的技术方案是:一种轮毂装饰盖生产设备,包括用于输送装饰盖的第一输送带、用于缩小卡簧直径的卡簧收缩机构、用于输出成品的第二输送带、用于将卡簧输送至卡簧收缩机构的卡簧上料机构和用于转移装饰盖的机械手;所述机械手包括设在卡簧收缩机构上方的安装板、设在安装板上的第一气缸、设在安装板下方且与第一气缸的伸缩杆连接的升降板、设在升降板下方且与升降板滑动连接的滑动板、驱动滑动板左右移动的第二气缸和三个设在滑动板底部且呈一字排列的吸盘抓手;三个吸盘抓手将装饰盖依次从上料工位、预备工位、装配工位和下料工位转移,第一输送带的末端为上料工位,卡簧收缩机构位置为装配工位、第二输送带的始端为下料工位,预备工位设在上料工位与装配工位之间。本实用型新型原理:装饰盖在第一输送带向卡簧收缩机构输送,装饰盖到达上料工位后,机械手的第一个吸盘抓手将装饰盖从上料工位转移到预备工位;同时,机械手的第二个吸盘抓手将预备工位的装饰盖转移到装配工位;同时,机械手的第三个吸盘抓手将装配工位已经完成装配的成品装饰盖转移到下料工位,并通过是第二输送带输送至下一工序,以完成卡簧自动装配。装饰盖被转移到装配工位前,卡簧上料机构将一个卡簧推至装配工位,然后卡簧收缩机构将卡簧直径收缩,当装饰盖到达装配工位后,卡簧能处于装饰盖卡脚的内侧,此时释放卡簧,卡簧在弹性作用下自动扩张并与装饰盖卡脚内侧相抵,实现卡簧的装配。
5.作为改进,所述预备工位处设有定位槽。
6.作为改进,所述卡簧收缩机构包括环形卡座、圆周均匀分布在卡座上的卡爪、设在卡座中间的驱动头和能驱动驱动头上下运动的第三气缸,所述卡座上对应卡爪位置设有斜槽,卡爪设在斜槽内,卡爪通过转轴与卡爪转动连接,卡爪与斜槽的底部之间设有弹簧,卡爪的上端呈钩状,卡爪的下端设有圆弧面。
7.作为改进,所述驱动头设有与卡爪圆弧面触碰迫使卡爪旋转的斜面。
8.作为改进,所述卡簧上料机构包括立柱、设在立柱下方的推杆和驱动推杆的第四气缸。
9.作为改进,所述推杆的头部呈t型。
10.本实用新型与现有技术相比所带来的有益效果是:
11.利用具有三个吸盘抓手的机械手将装饰盖依次从上料工位、预备工位、装配工位和下料工位转移;利用卡簧上料机构实现卡簧的自动上料;利用卡簧收缩机构完成卡簧与装饰盖的装配;整体实现自动化生产,有助提高作业效率,提升产品一致性。
附图说明
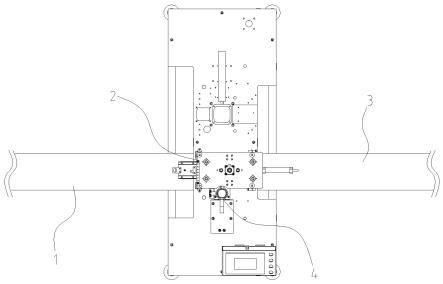
12.图1为本实用新型俯视图。
13.图2为机械手、卡簧收缩机构、卡簧上料机构集合体示意图。
14.图3为机械手侧面视图。
15.图4为卡簧收缩机构立体图。
16.图5为卡簧收缩机构剖视图。
17.图6为卡簧上料机构。
具体实施方式
18.下面结合说明书附图对本实用新型作进一步说明。
19.如图1、2所示,一种轮毂装饰盖生产设备,包括用于输送装饰盖的第一输送带1、用于缩小卡簧直径的卡簧收缩机构9、用于输出成品的第二输送带3、用于将卡簧输送至卡簧收缩机构9的卡簧上料机构4和用于转移装饰盖的机械手2。
20.如图3所示,所述机械手2包括设在卡簧收缩机构9上方的安装板22、设在安装板22上的第一气缸21、设在安装板22下方且与第一气缸21的伸缩杆连接的升降板23、设在升降板23下方且与升降板23滑动连接的滑动板24、驱动滑动板24左右移动的第二气缸25和三个设在滑动板24底部且呈一字排列的吸盘抓手26。三个吸盘抓手26将装饰盖依次从上料工位5、预备工位6、装配工位7和下料工位8转移,第一输送带1的末端为上料工位5,卡簧收缩机构9位置为装配工位7、第二输送带3的始端为下料工位8,预备工位6设在上料工位5与装配工位7之间。所述安装板22通过安装柱固定在工作台上,安装板22与工作台之间形成操作空间;所述升降板23与滑动板24通过滑块与滑轨的配合实现滑动连接,第二气缸25固定在升降板23的一侧,第二气缸25的伸缩杆与滑动板24的一端连接,通过第二气缸25带动滑动板24,实现三个吸盘抓手26在四个工位之间移动。所述预备工位6处设有定位槽,定位槽可以确定装饰盖的位置,使装饰盖能以正确的方位进入装配工位7。
21.如图4、5所示,所述卡簧收缩机构9包括环形卡座91、圆周均匀分布在卡座91上的卡爪93、设在卡座91中间的驱动头95和能驱动驱动头95上下运动的第三气缸92。所述卡座91上对应卡爪93位置设有斜槽,卡爪93设在斜槽内,卡爪93通过转轴与卡爪93转动连接,卡爪93与斜槽的底部之间设有弹簧94,卡爪93的上端呈钩状931,卡爪93的下端设有圆弧面932。所述驱动头95设有与卡爪93圆弧面932触碰迫使卡爪93旋转的斜面951。当第三气缸92驱动驱动头95向上顶时,驱动头95的斜面951与卡爪93下端的圆弧面932相抵,迫使卡爪93转动,使卡爪93的上端向内靠拢收缩,能将卡簧直径压缩;当第三气缸92驱动驱动头95向下运动时,驱动头95与卡爪93分离,卡爪93在弹簧94的作用下复位,卡爪93的上端向外等待下一卡簧10。
22.如图2、6所示,所述卡簧上料机构4包括立柱41、设在立柱41下方的推杆42和驱动推杆42的第四气缸43。卡簧呈c形,卡簧套在立柱41上且呈上下堆叠,卡簧依靠重力向下输送,最下层卡簧会被推杆42推出并送至装配工位7。根据卡簧形状,所述推杆42的头部421设计呈t型,头部421设在卡簧内,从卡簧内侧推动卡簧。
23.本实用型新型原理:装饰盖在第一输送带1向卡簧收缩机构9输送,装饰盖到达上料工位5后,机械手2的第一个吸盘抓手26将装饰盖从上料工位5转移到预备工位6;同时,机械手2的第二个吸盘抓手26将预备工位6的装饰盖转移到装配工位7;同时,机械手2的第三个吸盘抓手26将装配工位7已经完成装配的成品装饰盖转移到下料工位8,并通过是第二输送带3输送至下一工序,以完成卡簧自动装配。装饰盖被转移到装配工位7前,卡簧上料机构4将一个卡簧推至装配工位7,然后卡簧收缩机构9将卡簧直径收缩,当装饰盖到达装配工位7后,卡簧能处于装饰盖卡脚的内侧,此时释放卡簧,卡簧在弹性作用下自动扩张并与装饰盖卡脚内侧相抵,实现卡簧的装配。
技术特征:
1.一种轮毂装饰盖生产设备,其特征在于:包括用于输送装饰盖的第一输送带、用于缩小卡簧直径的卡簧收缩机构、用于输出成品的第二输送带、用于将卡簧输送至卡簧收缩机构的卡簧上料机构和用于转移装饰盖的机械手;所述机械手包括设在卡簧收缩机构上方的安装板、设在安装板上的第一气缸、设在安装板下方且与第一气缸的伸缩杆连接的升降板、设在升降板下方且与升降板滑动连接的滑动板、驱动滑动板左右移动的第二气缸和三个设在滑动板底部且呈一字排列的吸盘抓手;三个吸盘抓手将装饰盖依次从上料工位、预备工位、装配工位和下料工位转移,第一输送带的末端为上料工位,卡簧收缩机构位置为装配工位、第二输送带的始端为下料工位,预备工位设在上料工位与装配工位之间。2.根据权利要求1所述的一种轮毂装饰盖生产设备,其特征在于:所述预备工位处设有定位槽。3.根据权利要求1所述的一种轮毂装饰盖生产设备,其特征在于:所述卡簧收缩机构包括环形卡座、圆周均匀分布在卡座上的卡爪、设在卡座中间的驱动头和能驱动驱动头上下运动的第三气缸,所述卡座上对应卡爪位置设有斜槽,卡爪设在斜槽内,卡爪通过转轴与卡爪转动连接,卡爪与斜槽的底部之间设有弹簧,卡爪的上端呈钩状,卡爪的下端设有圆弧面。4.根据权利要求3所述的一种轮毂装饰盖生产设备,其特征在于:所述驱动头设有与卡爪圆弧面触碰迫使卡爪旋转的斜面。5.根据权利要求1所述的一种轮毂装饰盖生产设备,其特征在于:所述卡簧上料机构包括立柱、设在立柱下方的推杆和驱动推杆的第四气缸。6.根据权利要求5所述的一种轮毂装饰盖生产设备,其特征在于:所述推杆的头部呈t型。
技术总结
一种轮毂装饰盖生产设备,包括用于输送装饰盖的第一输送带、用于缩小卡簧直径的卡簧收缩机构、用于输出成品的第二输送带、用于将卡簧输送至卡簧收缩机构的卡簧上料机构和用于转移装饰盖的机械手。利用具有三个吸盘抓手的机械手将装饰盖依次从上料工位、预备工位、装配工位和下料工位转移;利用卡簧上料机构实现卡簧的自动上料;利用卡簧收缩机构完成卡簧与装饰盖的装配;整体实现自动化生产,有助提高作业效率,提升产品一致性。提升产品一致性。提升产品一致性。
技术研发人员:辛洪萍 李小敏
受保护的技术使用者:广州市金钟汽车零件股份有限公司
技术研发日:2021.12.15
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1