汽车冲压模具专用薄垫片手动冲孔装置的制作方法
1.本实用新型涉及汽车冲压设备领域,具体的说是一种汽车冲压模具专用薄垫片的冲孔装置。
背景技术:
2.汽车冲压模具的结构组成使用标准导板,由于机加工的误差会导致导板与导滑面之间存在微小间隙。为了模具运行稳定,常在导板后面增加垫片消除间隙;此垫片需要四个螺钉过孔,若利用钻床钻孔,极易造成薄垫片扭曲形变,成品率低,影响生产效率。
技术实现要素:
3.本实用新型为解决利用钻床对汽车冲压模具专用薄垫片钻孔,造成薄垫片扭曲形变,影响生产的问题,提供了一种手动的薄垫片冲孔装置。
4.本实用新型的技术方案是,一种汽车冲压模具专用薄垫片手动冲孔装置,其特殊之处是,在平置的底板上装有方形的壳体,壳体内装有横向的导板,导板的两端分别靠在壳体左右侧边框的内面上,导板左边的前面装有前置的弹簧,导板中部的前面装有前置的冲头,壳体的前边框上开有与冲头对应的冲母;导板中部的后面装有后置的螺杆,螺杆的后端穿过壳体的后边框,壳体后边框上有与螺杆吻合螺丝,螺杆的后端头上装有手轮,手轮的边沿上装有后置的摇臂;导板的上面与壳体的上口之间装有盖板。
5.使用时,将待冲孔的薄片靠到壳体前边框内面上,使冲孔的位置对准冲头并由弹簧压住,转动摇臂通过手轮带动螺杆推动导板、冲头向前移动,当冲头穿过薄片嵌入冲母时冲孔完成,再倒转摇臂通过手轮带动螺杆推动导板、冲头后撤复位。
6.本实用新型的有益效果是,采用上述技术方案,可以实现一种操作方便,使用安全,精确高效的薄垫片冲孔装置。
附图说明
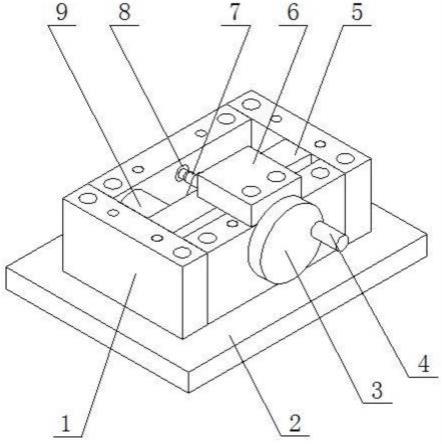
7.图1本实用新型的结构主视图。
8.图2本实用新型螺杆部分的左侧视图。
9.在图中,1壳体、2底板、3手轮、4摇臂、5导板、6盖板、7冲头、8冲母、9弹簧、10螺杆。
具体实施方式
10.下面结合附图实施例,对本实用新型进一步说明。
11.如图所示,在平置的底板2上装有方形的壳体1,壳体1内装有横向的导板5,导板5的两端分别靠在壳体1左右侧边框的内面上,导板5左边的前面装有前置的弹簧9,导板5中部的前面装有前置的冲头7,壳体1的前边框上开有与冲头7对应的冲母8;导板5中部的后面装有后置的螺杆10,螺杆10的后端穿过壳体1的后边框,壳体1后边框上有与螺杆10吻合螺丝,螺杆10的后端头上装有手轮3,手轮3的边沿上装有后置的摇臂4;导板5的上面与壳体1
的上口之间装有盖板6。
12.使用时,将待冲孔的薄片靠到壳体1前边框内面上,使冲孔的位置对准冲头7并由弹簧9压住,转动摇臂4通过手轮3带动螺杆10推动导板5、冲头7向前移动,当冲头7穿过薄片嵌入冲母8时冲孔完成,再倒转摇臂4通过手轮3带动螺杆10推动导板5、冲头7后撤复位。
技术特征:
1.一种汽车冲压模具专用薄垫片手动冲孔装置,其特征是:在平置的底板上装有方形的壳体,壳体内装有横向的导板,导板的两端分别靠在壳体左右侧边框的内面上,导板左边的前面装有前置的弹簧,导板中部的前面装有前置的冲头,壳体的前边框上开有与冲头对应的冲母;导板中部的后面装有后置的螺杆,螺杆的后端穿过壳体的后边框,壳体后边框上有与螺杆吻合螺丝,螺杆的后端头上装有手轮,手轮的边沿上装有后置的摇臂;导板的上面与壳体的上口之间装有盖板。
技术总结
一种汽车冲压模具专用薄垫片手动冲孔装置,其特点是在平置的底板上装有方形的壳体,壳体内装有横向的导板,导板的两端分别靠在壳体左右侧边框的内面上,导板左边的前面装有前置的弹簧,导板中部的前面装有前置的冲头,壳体的前边框上开有与冲头对应的冲母;导板中部的后面装有后置的螺杆,螺杆的后端穿过壳体的后边框,壳体后边框上有与螺杆吻合螺丝,螺杆的后端头上装有手轮,手轮的边沿上装有后置的摇臂;导板的上面与壳体的上口之间装有盖板。它解决了利用钻床对汽车冲压模具用薄垫片钻孔,造成薄垫片扭曲形变的问题,非常适合货车生产企业使用。生产企业使用。生产企业使用。
技术研发人员:黄建勇 马海波 宋吉中 潘瑞
受保护的技术使用者:青岛吉泰汽车模具有限公司
技术研发日:2021.12.23
技术公布日:2022/6/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1