一种钢带收卷装置的制作方法
1.本实用新型涉及钢带生产和包装技术领域,尤其涉及一种钢带收卷装置。
背景技术:
2.钢带(steel-belt)是指以碳钢制成的输送带作为带式输送机的牵引和运载构件,也可用于捆扎货物;是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板。钢带又称带钢,宽度在1300mm以内,长度根据每卷的大小略有不同。带钢一般成卷供应,具有尺寸精度高、表面质量好、便于加工、节省材料等优点。钢带按所用材质分为普通带钢和优质带钢两类;按加工方法分热轧钢带、冷轧带钢带两种。
3.钢带在生产完毕后通过收卷滚轮将其绕设呈卷状,然后包装运输。但是目前的收卷过程仅通过收卷滚轮,在多个张紧滚轮的限位下强行将条状的钢带收卷起来,因为金属的所具备的复原性,导致刚卷成的钢带很容易弹开,导致收卷不紧密,从而影响后续的包装和运输过程。
技术实现要素:
4.针对现有技术中所存在的不足,本实用新型提供了一种钢带收卷装置,其解决了现有技术中存在的钢带收卷不紧密,从而影响后续的包装和运输过程的问题。
5.根据本实用新型的实施例,一种钢带收卷装置,包括支架、安装在支架上的预弯曲组件以及对应预弯曲组件设置的收卷滚轮,所述预弯曲组件包括竖直设置的弧形安装板、分别固定在安装板上的第一限位轮和第二限位轮,所述安装板顶端和底端的弧面切线呈水平状,所述收卷滚轮对应安装板底端设置;
6.所述第一限位轮和第二限位轮设置在安装板中间部分弧面的内凹面,其中第一限位轮和第二限位轮均设有若干个,其中第二限位轮相比第一限位轮更靠近安装板所在弧面的圆心,且第一限位轮和第二限位轮之间留有等间距的间隙,所述间隙的大小配合所收卷的钢带的厚度。
7.本实用新型的技术原理为:在弧形安装板的第一限位轮和第二限位轮形成限位结构,当钢带从第一限位轮和第二限位轮之间的空隙经过时,本身就被第一限位轮和第二限位轮辊压变形,从而在进入收卷滚轮之前就变成弧形弯折的状态,减少收卷之后钢带产生的朝外膨胀的弹力。这样就可以让钢带在收卷后更规整,且不容易散开,以便后续的包装和运输等工作。
8.进一步的,所述第一限位轮的数量多于第二限位轮,第一限位轮的直径小于第二限位轮。
9.进一步的,所述第二限位轮共有两个,分别设置在安装板顶部和中部位置。
10.进一步的,所述收卷滚轮底部连接有并列的若干个液压伸缩杆,所述液压伸缩杆竖直设置并控制收卷滚轮在竖直方向移动。
11.进一步的,所述安装板顶部对应钢带进入的方向还设有加热装置,所述加热装置包括套管和设置在套管内部的线圈,所述线圈和变压器串联,并同时连接至交变电源。
12.相比于现有技术,本实用新型还具有如下有益效果:
13.1、本实用新型中第一限位轮的数量多于第二限位轮,第一限位轮的直径小于第二限位轮,因此钢带在移动过程中,外侧受到的压力更平均,内侧收到的压力点更集中,使其更容易朝内侧弯曲,有利于更好的形成圆弧形结构,配合后续的收卷;
14.2、本实用新型中还设有位于收卷滚轮底部的若干个液压伸缩杆,通过液压伸缩杆可以在竖直方向调节收卷滚轮的高度,使其在收卷过程中,随着钢带的缠绕向上移动,保持钢带从安装板底部离开时能沿切线水平的进入收卷滚轮,更好的完成收卷工作;
15.3、安装板顶部对应钢带进入的方向还设有加热装置,加热装置通过接入交变电源的线圈供热,从而对钢带进行加热,因金属受热后延展性增强,故能更好的被预弯曲组件弯折加工。
附图说明
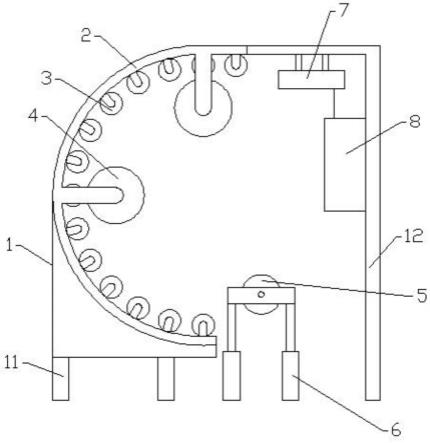
16.图1为本实用新型实施例的侧面示意图。
17.图2为本实用新型中加热装置的电路示意图。
18.上述附图中:1、支架;2、安装板;3、第一限位轮;4、第二限位轮;5、收卷滚轮;6、液压伸缩杆;7、套管;8、变压器;11、支撑部;12、平衡部;71、线圈。
具体实施方式
19.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
20.如图1所示,本实用新型实施例提出了一种钢带收卷装置,包括支架1、安装在支架1上的预弯曲组件以及对应预弯曲组件设置的收卷滚轮5,所述预弯曲组件包括竖直设置的弧形安装板2、分别固定在安装板2上的第一限位轮3和第二限位轮4,所述安装板2顶端和底端的弧面切线呈水平状,所述收卷滚轮5对应安装板2底端设置。
21.其中,支架1包括支撑部11和平衡部12,其中支撑部11设置在安装板2底部,平衡部12分别连接地面与安装板2顶端,从两侧分别将安装板2固定。安装板2、第一限位轮3和第二限位轮4的宽度均配合所加工的钢带的宽度,使得钢带能完全与第一限位轮3和第二限位轮4接触。作为优选,安装板2两侧设有配合钢带宽度的挡板,从而避免钢带在移动时滑落出第一限位轮3和第二限位轮4之外。
22.所述第一限位轮3和第二限位轮4设置在安装板2中间部分弧面的内凹面,其中第一限位轮3和第二限位轮4均设有若干个,其中第二限位轮4相比第一限位轮3更靠近安装板2所在弧面的圆心,且第一限位轮3和第二限位轮4之间留有等间距的间隙,所述间隙的大小配合所收卷的钢带的厚度。本实施例中优选的,所述第一限位轮3的数量多于第二限位轮4,第一限位轮3的直径小于第二限位轮4。进一步的,所述第二限位轮4共有两个,分别设置在安装板2顶部和中部位置。这样钢带在经过大直径的第二限位轮4的压力下,迅速被弯折成型。
23.本实施例优选的方案中,所述收卷滚轮5底部连接有并列的若干个液压伸缩杆6,所述液压伸缩杆6竖直设置并控制收卷滚轮5在竖直方向移动。通过液压伸缩杆6可以在竖
直方向调节收卷滚轮5的高度,使其在收卷过程中,随着钢带的缠绕向上移动,保持钢带从安装板2底部离开时能沿切线水平的进入收卷滚轮5,更好的完成收卷工作。
24.如图2所示,所述安装板2顶部对应钢带进入的方向还设有加热装置,所述加热装置包括套管7和设置在套管7内部的线圈71,所述线圈71和变压器8串联,并同时连接至交变电源。交变电流在线圈71内可以产生高温,从而对经过的钢带加热,提升器延展性,便于后续的弯折工作。接入电路中的变压器8还可以调整电流强度,从而实现调温功能。
25.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种钢带收卷装置,其特征在于:包括支架、安装在支架上的预弯曲组件以及对应预弯曲组件设置的收卷滚轮,所述预弯曲组件包括竖直设置的弧形安装板、分别固定在安装板上的第一限位轮和第二限位轮,所述安装板顶端和底端的弧面切线呈水平状,所述收卷滚轮对应安装板底端设置;所述第一限位轮和第二限位轮设置在安装板中间部分弧面的内凹面,其中第一限位轮和第二限位轮均设有若干个,其中第二限位轮相比第一限位轮更靠近安装板所在弧面的圆心,且第一限位轮和第二限位轮之间留有等间距的间隙,所述间隙的大小配合所收卷的钢带的厚度。2.如权利要求1所述的一种钢带收卷装置,其特征在于:所述第一限位轮的数量多于第二限位轮,第一限位轮的直径小于第二限位轮。3.如权利要求2所述的一种钢带收卷装置,其特征在于:所述第二限位轮共有两个,分别设置在安装板顶部和中部位置。4.如权利要求1所述的一种钢带收卷装置,其特征在于:所述收卷滚轮底部连接有并列的若干个液压伸缩杆,所述液压伸缩杆竖直设置并控制收卷滚轮在竖直方向移动。
技术总结
本实用新型提供了一种钢带收卷装置,包括支架、安装在支架上的预弯曲组件以及对应预弯曲组件设置的收卷滚轮,所述预弯曲组件包括竖直设置的弧形安装板、分别固定在安装板上的第一限位轮和第二限位轮,第二限位轮相比第一限位轮更靠近安装板所在弧面的圆心,且第一限位轮和第二限位轮之间留有等间距的间隙。在弧形安装板的第一限位轮和第二限位轮形成限位结构,当钢带从第一限位轮和第二限位轮之间的空隙经过时,本身就被第一限位轮和第二限位轮辊压变形,从而在进入收卷滚轮之前就变成弧形弯折的状态,减少收卷之后钢带产生的朝外膨胀的弹力。这样就可以让钢带在收卷后更规整,且不容易散开,以便后续的包装和运输等工作。以便后续的包装和运输等工作。以便后续的包装和运输等工作。
技术研发人员:吴建新 许乐
受保护的技术使用者:荆州市欣宏金属制品股份有限公司
技术研发日:2021.12.22
技术公布日:2022/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1