装载机变速箱油封盖和盖板复合加工工装的制作方法
1.本实用新型涉及装载机变速箱零部件加工工装技术领域,具体涉及装载机变速箱油封盖和盖板复合加工工装。
背景技术:
2.封油盖和盖板被广泛应用于工程机械行业的装载机变速箱上。由于封油盖和盖板工件较小,在加工此类较小的工件时,由于设备、工艺、工装等诸多因素,导致工艺流程长,工件搬运的劳动强度大,生产效率低,分开加工装置装夹,装夹次数多,调试机床次数多,加工精度低,生产能力受到限制,不能满足生产要求。为此需要设计一种功能更加齐全的机械加工装置来解决上述问题。
技术实现要素:
3.本实用新型的目的是克服上述缺陷,提供一种加工高效、加工精度高、功能全、劳动强度低的装载机变速箱油封盖和盖板复合加工工装,以解决现有技术在加工封油盖和盖板时工艺流程长、劳动强度降大、加工精度低、生产效率和自动化程度低的问题。
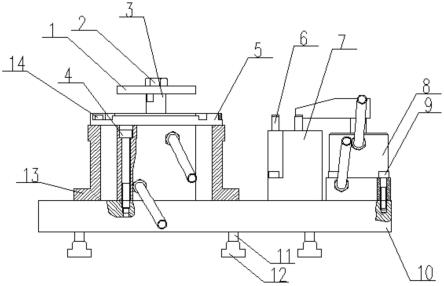
4.为实现以上目的,本实用新型装载机变速箱油封盖和盖板复合加工工装包括压板1、气缸一3、带定位内孔的连接板5、定位销6、垫板7、气缸二8、底板10、限位块12和底座13;所述连接板5、底座13和垫块7采用高精度设备加工,以保证封油盖和盖板的加工定位精度;该连接板5通过m6螺钉14锁紧在底座13上;所述定位销6装配到垫板7上;所述底座13、垫板7和气缸二8分别用多个均布的m8螺钉9锁紧在底板10上;所述气缸一3通过四个m10螺钉4锁紧在底板10上;所述底板10通过多个m12螺钉11和限位块12固定在机床工作台上;作业时,被加工件油封盖通过连接板5的内孔定位并用压板1、m16螺栓2和气缸一3固定和压紧,被加工件盖板通过定位销6限位并用气缸二8压紧。
5.在加工封油盖时,将工件放到底座13上的连接板5上,对好限位块12的限位面,放好压板1,按下启动气动开关即可;加工完成后,关闭气动开关,取出工件,将油封盖放置在托盘上。在加工盖板时,将工件叠好放到垫板7上并靠紧定位销6限位,按下启动气动开关即可;加工完成后,关闭气动开关,取出工件。
6.上述结构的装载机变速箱油封盖和盖板复合加工工装具有以下技术特点和有益效果:
7.1、连接板5、底座13和垫板7采用高精度设备加工,保证了封油盖和盖板的加工定位精度,提高了产品质量。
8.2、在同时加工封油板和盖板时,可共用一个加工程序和工装,无需更换加工装置,直接将封油盖和盖板分别放到连接板5和垫板7上完成装夹,启动气动开关,即可完成封油板和盖板的加工,大大减少了装夹次数和劳动强度,加工流程大大缩短,提高生产效率,同时避免了由于多次更换和装夹造成的累积误差,提高封油盖和盖板的加工精度。
9.采用上述结构的变速箱封油盖复合加工装置,使加工的封油盖和盖板工艺流程缩
短,劳动强度降低,生产效率提高,装夹数量增加,加工精度提高,满足生产要求,也提高了自动化,大大提高了企业的效益。
附图说明
10.图1是本实用新型装载机变速箱油封盖和盖板复合加工工装主剖视示意图。
11.图2是本实用新型装载机变速箱油封盖和盖板复合加工工装俯视示意图。
12.附图标记:压板1、m16螺栓2、气缸一3、m10螺钉4、连接板5、定位销6、垫板7、气缸二8、m8螺钉9、底板10、m20螺钉11、限位块12、底座13、m6螺钉14。
具体实施方式
13.下面结合附图和具体实施例对本实用新型装载机变速箱油封盖和盖板复合加工工装作进一步详细说明。
14.图1-图2所示,本实用新型装载机变速箱油封盖和盖板复合加工工装包括压板1、气缸一3、带定位内孔的连接板5、定位销6、垫板7、气缸二8、底板10、限位块12和底座13;所述连接板5、底座13和垫块7采用高精度设备加工,以保证封油盖和盖板的加工定位精度;该连接板5通过m6螺钉14锁紧在底座13上;所述定位销6装配到垫板7上;所述底座13、垫板7和气缸二8分别用多个均布的m8螺钉9锁紧在底板10上;所述气缸一3通过四个m10螺钉4锁紧在底板10上;所述底板10通过多个m12螺钉11和限位块12固定在机床工作台上;作业时,被加工件油封盖通过连接板5的内孔定位并用压板1、m16螺栓2和气缸一3固定和压紧,被加工件盖板通过定位销6限位并用气缸二8压紧。
15.装夹时将被加工件封油盖和盖板分别放到连接板5和垫块7上,启动气动开关即可进行机加工。在加工封油板和盖板时,实现了共用一个加工程序和工装,无需更换加工装置,只需直接将工件放好,启动气动开关即可,可一次性完成封油盖和盖板的螺栓孔的加工,确保了加工精度,操作方便,安全可靠。
技术特征:
1.一种装载机变速箱油封盖和盖板复合加工工装,其特征是:它包括压板(1)、气缸一(3)、带定位内孔的连接板(5)、定位销(6)、垫板(7)、气缸二(8)、底板(10)、限位块(12)和底座(13);所述连接板(5)、底座(13)和垫板(7)采用高精度设备加工,以保证封油盖和盖板的加工定位精度;该连接板(5)通过m6螺钉(14)锁紧在底座(13)上;所述定位销(6)装配到垫板(7)上;所述底座(13)、垫板(7)和气缸二(8)分别用多个均布的m8螺钉(9)锁紧在底板(10)上;所述气缸一(3)通过四个m10螺钉(4)锁紧在底板(10)上;所述底板(10)通过多个m12螺钉(11)和限位块(12)固定在机床工作台上;作业时,被加工件油封盖通过连接板(5)的内孔定位并用压板(1)、m16螺栓(2)和气缸一(3)固定和压紧,被加工件盖板通过定位销(6)限位并用气缸二(8)压紧。
技术总结
本实用新型公开了一种装载机变速箱油封盖和盖板复合加工工装,它包括压板、气缸一、带定位内孔的连接板、定位销、垫板、气缸二、底板、限位块和底座;连接板、底座和垫块用高精度设备加工,以保证封油盖和盖板的加工定位精度;连接板通过M6螺钉锁紧在底座上;所述定位销装配到垫板上;所述底座、垫板和气缸二分别用多个均布的M8螺钉锁紧在底板上;气缸一通过四个M10螺钉锁紧在底板上;底板通过多个M12螺钉和限位块固定在机床工作台上;作业时,被加工件油封盖通过连接板的内孔定位并用压板、M16螺栓和气缸一固定和压紧,被加工件盖板通过定位销限位并用气缸二压紧。本实用新型加工高效、加工精度高、功能全、劳动强度低。劳动强度低。劳动强度低。
技术研发人员:谢鹏 任高奇 阙智坚
受保护的技术使用者:龙工(福建)桥箱有限公司
技术研发日:2021.12.21
技术公布日:2022/6/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1