一种自定心气动夹具的制作方法
1.本实用新型涉及立式加工中心用夹具技术领域,具体涉及一种自定心气动夹具。
背景技术:
2.立式加工中心是通过竖直布局主轴的结构实现铣削加工的机床。由于主轴竖直布置,刀具沿着主轴方向上下运动,在水平方向沿着工件顶端运动。在立式加工中心对工件进行加工前需要采用夹具来将工件进行夹紧定位。
3.然而目前在立式加工中心上主要是通过气缸带动平整的夹块移动来对圆形工件进行夹紧固定,导致圆形工件在夹紧前后均容易发生晃动,大大降低了圆形工件的夹紧固定效率和质量。
技术实现要素:
4.(一)要解决的技术问题
5.为了克服现有技术不足,现提出一种自定心气动夹具,解决了目前在立式加工中心上主要是通过气缸带动平整的夹块移动来对圆形工件进行夹紧固定,导致圆形工件在夹紧前后均容易发生晃动,大大降低了圆形工件的夹紧固定效率和质量的问题。
6.(二)技术方案
7.本实用新型通过如下技术方案实现:本实用新型提出了一种自定心气动夹具,包括安装板、气缸、固定夹板和活动夹板,所述安装板内对称安装有四个长条孔,所述安装板一侧壁中部设置有隔板,所述隔板与所述安装板之间安装有所述气缸,所述气缸的伸缩端安装有螺头,所述螺头上安装有l型的所述活动夹板,所述活动夹板一侧设置有锁紧螺母,所述安装板上与所述气缸相对的一侧安装有所述固定夹板,所述固定夹板一侧壁中部设置有v型槽一,所述活动夹板正对所述固定夹板的侧壁上设置有v型槽二,所述v型槽一与所述v型槽二之间设置有圆形的工件。
8.进一步的,所述气缸与所述安装板以及所述隔板均通过法兰连接,所述气缸的伸缩端贯穿所述隔板。
9.通过采用上述技术方案,能够确保所述气缸伸缩端相对于所述隔板的正常滑动。
10.进一步的,所述螺头与所述气缸伸缩端焊接,所述锁紧螺母与所述螺头旋接,所述螺头贯穿所述活动夹板。
11.通过采用上述技术方案,所述锁紧螺母与所述螺头旋合能够实现所述活动夹板的可靠固定。
12.进一步的,所述v型槽一成型于所述固定夹板上,所述固定夹板与所述安装板螺栓连接。
13.通过采用上述技术方案,能够实现所述固定夹板的可靠固定。
14.进一步的,所述v型槽二成型于所述活动夹板上,所述v型槽二尺寸与所述v型槽一尺寸相同。
15.通过采用上述技术方案,通过所述v型槽一以及所述v型槽二能够实现圆形的所述工件的可靠夹固。
16.进一步的,所述长条孔成型于所述安装板上,所述长条孔贯穿所述安装板。
17.通过采用上述技术方案,所述长条孔与外部螺栓配合能够实现该夹具的可靠安装。
18.(三)有益效果
19.本实用新型相对于现有技术,具有以下有益效果:
20.为解决目前在立式加工中心上主要是通过气缸带动平整的夹块移动来对圆形工件进行夹紧固定,导致圆形工件在夹紧前后均容易发生晃动,大大降低了圆形工件的夹紧固定效率和质量的问题,本实用新型通过气缸、活动夹板、固定夹板、v型槽一、v型槽二、螺头以及锁紧螺母的设计,使得该夹具在立式加工中心上使用时能够通过电磁阀来控制气缸伸缩,从而通过气缸带动活动夹板相对于固定夹板进行移动,以实现圆形工件的快速夹紧定位,大大提高了圆形工件的夹紧固定效率,同时避免了圆形工件在夹紧定位后的晃动,确保了圆形工件的夹紧固定质量。
附图说明
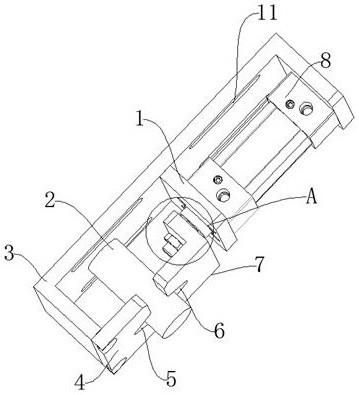
21.图1是本实用新型所述一种自定心气动夹具的结构示意图;
22.图2是本实用新型所述一种自定心气动夹具中a处的放大图。
23.附图标记说明如下:
24.1、隔板;2、工件;3、安装板;4、固定夹板;5、v型槽一;6、v型槽二;7、活动夹板;8、气缸;9、锁紧螺母;10、螺头;11、长条孔。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.如图1-图2所示,本实施例中的一种自定心气动夹具,包括安装板3、气缸8、固定夹板4和活动夹板7,安装板3内对称安装有四个长条孔11,安装板3一侧壁中部设置有隔板1,隔板1与安装板3之间安装有气缸8,气缸8能够实现活动夹板7的便捷伸缩,气缸8的伸缩端安装有螺头10,螺头10上安装有l型的活动夹板7,活动夹板7一侧设置有锁紧螺母9,锁紧螺母9与螺头10配合能够实现活动夹板7的可靠固定安装,安装板3上与气缸8相对的一侧安装有固定夹板4,固定夹板4一侧壁中部设置有v型槽一5,活动夹板7正对固定夹板4的侧壁上设置有v型槽二6,v型槽一5与v型槽二6之间设置有圆形的工件2,v型槽一5与v型槽二6配合能够实现工件2的可靠夹固。
27.如图1-图2所示,本实施例中,气缸8与安装板3以及隔板1均通过法兰连接,气缸8的伸缩端贯穿隔板1,能够确保气缸8伸缩端相对于隔板1的正常滑动,螺头10与气缸8伸缩端焊接,锁紧螺母9与螺头10旋接,螺头10贯穿活动夹板7,锁紧螺母9与螺头10旋合能够实现活动夹板7的可靠固定,v型槽一5成型于固定夹板4上,固定夹板4与安装板3螺栓连接,能够实现固定夹板4的可靠固定。
28.如图1-图2所示,本实施例中,v型槽二6成型于活动夹板7上,v型槽二6尺寸与v型槽一5尺寸相同,长条孔11成型于安装板3上,长条孔11贯穿安装板3,长条孔11与外部螺栓配合能够实现该夹具的可靠安装。
29.本实施例的具体实施过程如下:使用时首先将安装板3上的长条孔11一侧朝下放置在立式加工中心的工作台上,并通过外部螺栓与长条孔11配合来实现该夹具的可靠固定,然后将气缸8上自带的电磁阀与外部电源接通,并将气缸8与外部气站相连,便可使得该夹具投入使用,其中在使用过程中通过电磁阀改变气缸8气路通断以实现气缸8伸缩的控制,气缸8在伸缩的同时能够通过活动夹板7将圆形的工件2松开或夹紧,由于v型槽一5与v型槽二6配合,使得该夹具在将圆形的工件2夹紧后,实现工件2的可靠定位,确保工件2在后续加工过程中不会发生晃动。
30.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种自定心气动夹具,其特征在于:包括安装板(3)、气缸(8)、固定夹板(4)和活动夹板(7),所述安装板(3)内对称安装有四个长条孔(11),所述安装板(3)一侧壁中部设置有隔板(1),所述隔板(1)与所述安装板(3)之间安装有所述气缸(8),所述气缸(8)的伸缩端安装有螺头(10),所述螺头(10)上安装有l型的所述活动夹板(7),所述活动夹板(7)一侧设置有锁紧螺母(9),所述安装板(3)上与所述气缸(8)相对的一侧安装有所述固定夹板(4),所述固定夹板(4)一侧壁中部设置有v型槽一(5),所述活动夹板(7)正对所述固定夹板(4)的侧壁上设置有v型槽二(6),所述v型槽一(5)与所述v型槽二(6)之间设置有圆形的工件(2)。2.根据权利要求1所述的一种自定心气动夹具,其特征在于:所述气缸(8)与所述安装板(3)以及所述隔板(1)均通过法兰连接,所述气缸(8)的伸缩端贯穿所述隔板(1)。3.根据权利要求1所述的一种自定心气动夹具,其特征在于:所述螺头(10)与所述气缸(8)伸缩端焊接,所述锁紧螺母(9)与所述螺头(10)旋接,所述螺头(10)贯穿所述活动夹板(7)。4.根据权利要求1所述的一种自定心气动夹具,其特征在于:所述v型槽一(5)成型于所述固定夹板(4)上,所述固定夹板(4)与所述安装板(3)螺栓连接。5.根据权利要求1所述的一种自定心气动夹具,其特征在于:所述v型槽二(6)成型于所述活动夹板(7)上,所述v型槽二(6)尺寸与所述v型槽一(5)尺寸相同。6.根据权利要求1所述的一种自定心气动夹具,其特征在于:所述长条孔(11)成型于所述安装板(3)上,所述长条孔(11)贯穿所述安装板(3)。
技术总结
本实用新型公开了一种自定心气动夹具,包括安装板、气缸、固定夹板和活动夹板,所述安装板内对称安装有四个长条孔,所述安装板一侧壁中部设置有隔板,所述隔板与所述安装板之间安装有所述气缸,所述气缸的伸缩端安装有螺头,所述螺头上安装有L型的所述活动夹板。有益效果在于:本实用新型通过气缸、活动夹板、固定夹板、V型槽一、V型槽二、螺头以及锁紧螺母的设计,使得该夹具在立式加工中心上使用时能够通过电磁阀来控制气缸伸缩,从而通过气缸带动活动夹板相对于固定夹板进行移动,以实现圆形工件的快速夹紧定位,大大提高了圆形工件的夹紧固定效率,同时避免了圆形工件在夹紧定位后的晃动,确保了圆形工件的夹紧固定质量。确保了圆形工件的夹紧固定质量。确保了圆形工件的夹紧固定质量。
技术研发人员:孙净
受保护的技术使用者:沈阳沈一数控机床有限公司
技术研发日:2021.12.27
技术公布日:2022/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1