一种用于大型锻件锻造的剁刀装置的制作方法
1.本实用新型涉及锻造设备技术领域,尤其涉及一种用于大型锻件锻造的剁刀装置。
背景技术:
2.在自由锻行业,几乎所有锻件都要采取热切断这一工序,如切除水冒口、切除料头、下料等,此类工序需要的工装就是剁刀装置。
3.现有的剁刀有组合式的和一体式的,组合式的各部件容易松脱不稳定,一体式的无法分离,局部损坏就必须整个剁刀报废。授权公告号为cn205887956u的中国实用新型专利公开了一种自由锻液压机用剁刀结构,包括剁刀刀体、剁刀座、下砧座,他们之间通过凹槽和凸起配合,再通过螺栓连接,但是剁刀刀体、剁刀座、下砧座之间结构牢度较差,耐冲击力差,时间一长,剁刀刀体、剁刀座、下砧座之间容易松动。
4.且现有的剁刀结构中的剁刀在剁冒口时,达不到钢锭的冒口平整度的要求,如果剁刀太爆则与刀座的连接强度不够,如果剁刀太厚则容易产生钢锭开裂的问题,造成工作效率不高,产品质量不高。
技术实现要素:
5.本实用新型的目的在于克服上述不足,提供一种用于大型锻件锻造的剁刀装置,提高工作效率,提高产品质量。
6.本实用新型的目的是这样实现的:
7.一种用于大型锻件锻造的剁刀装置,它包括剁刀座和剁刀刀体,剁刀座用于承载剁刀刀体,剁刀刀体包括上刀体和下连接座,所述剁刀座包括底座和设置在底座上与之一体成型的固定刀座;所述固定刀座呈u型,包括一体成型的左竖段、横基座和右竖段,所述左竖段和右竖段分别设置在横基座的左右两端,且左右对称;所述左竖段和右竖段相对的内侧面上分别设有一个刀槽,两侧的刀槽对称布置,所述刀槽的长度与左竖段和右竖段齐平;所述剁刀刀体包括上下一体的上刀体和下连接座,所述上刀体上窄下宽,底面通过倾斜弧段与下连接座连接,所述下连接座的宽度与固定刀座的刀槽相匹配。
8.进一步地,所述刀槽的宽度为152~153mm,所述下连接座的宽度为149~150mm。
9.进一步地,所述左竖段和右竖段相背的外侧面上分别设有一个吊耳,两个吊耳对称设置。
10.进一步地,所述上刀体上设有一个吊装孔。
11.进一步地,所述上刀体的顶面宽度为60mm。
12.进一步地,所述上刀体的倾斜侧面与径向面之间的夹角为7
°
。
13.进一步地,所述倾斜弧段与下连接座的连接处的弧面切线与径向线之间的夹角为135
°
。
14.进一步地,所述下连接座的底面两侧设有一个倾斜面。
15.进一步地,所述倾斜面与下连接座的底面之间的倾斜角度为135
°
。
16.与现有技术相比,本实用新型的有益效果是:
17.本实用新型的剁刀刀体设有下部的连接座和上部的刀体,连接座与剁刀座的刀槽匹配,厚度达150mm,与固定刀座连接稳固,而上刀体与连接座通过弧段连接,上刀体上窄下宽,刀头较薄,用于切除水冒口、切除料头、下料等的实际接触面,可精确切割,提高切割面的平整度,因此本实用新型在保证刀座与刀体的连接牢固的同时,提高剁刀的切割效果,减少次品率,提高产品质量,提高工作效率。
附图说明
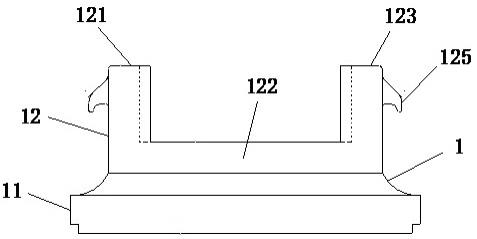
18.图1为本实用新型的剁刀座的主视图。
19.图2为本实用新型的剁刀座的俯视图。
20.图3为本实用新型的剁刀座的侧视图。
21.图4为本实用新型的剁刀的主视图。
22.图5为本实用新型的剁刀的侧视图。
23.其中:
24.剁刀座1、底座11、固定刀座12、左竖段121、横基座122、右竖段123、刀槽124、吊耳125、剁刀刀体2、上刀体21、吊装孔212、下连接座22、倾斜弧段23。
具体实施方式
25.为更好地理解本实用新型的技术方案,以下将结合相关图示作详细说明。应理解,以下具体实施例并非用以限制本实用新型的技术方案的具体实施态样,其仅为本实用新型技术方案可采用的实施态样。需先说明,本文关于各组件位置关系的表述,如a部件位于b部件上方,其系基于图示中各组件相对位置的表述,并非用以限制各组件的实际位置关系。
26.实施例1:
27.参见图1-5,图1绘制了一种用于大型锻件锻造的剁刀装置的剁刀座的主视图,图4绘制了一种用于大型锻件锻造的剁刀装置的剁刀的主视图。如图所示,本实用新型涉及的一种用于大型锻件锻造的剁刀装置,用于锻件切割,它包括剁刀座1和剁刀刀体2,剁刀座1用于承载剁刀刀体2,剁刀刀体2包括上刀体21和下连接座22,上刀体21的刀刃部位用于切断待加工的大型锻件。
28.所述剁刀座1包括底座11和设置在底座11上与之一体成型的固定刀座12,所述固定刀座12呈u型,包括一体成型的左竖段121、横基座122和右竖段123,所述左竖段121和右竖段123分别设置在横基座122的左右两端,且左右对称。
29.所述左竖段121和右竖段123相对的内侧面上分别设有一个刀槽124,两侧的刀槽124对称布置,所述刀槽124的长度与左竖段121和右竖段123齐平,宽度为152~153mm,深度为60mm。
30.所述左竖段121和右竖段123相背的外侧面上分别设有一个吊耳125,两个吊耳125对称设置。
31.所述剁刀刀体2包括上下一体的上刀体21和下连接座22,所述上刀体21上窄下宽,顶面宽度为60mm,底面通过倾斜弧段23与下连接座22连接,所述上刀体21的倾斜侧面与径
向面之间的夹角为7
°
。
32.所述上刀体21上设有一个吊装孔212。
33.所述倾斜弧段23与下连接座22的连接处的弧面切线与径向线之间的夹角为135
°
。
34.所述下连接座22的宽度为149~150mm,与固定刀座12的刀槽124相匹配;所述下连接座22的底面两侧设有一个倾斜面,倾斜面与下连接座22的底面之间的倾斜角度为135
°
。
35.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
技术特征:
1.一种用于大型锻件锻造的剁刀装置,其特征在于:它包括剁刀座(1)和剁刀刀体(2),剁刀座(1)用于承载剁刀刀体(2),剁刀刀体(2)包括上刀体(21)和下连接座(22),所述剁刀座(1)包括底座(11)和设置在底座(11)上与之一体成型的固定刀座(12);所述固定刀座(12)呈u型,包括一体成型的左竖段(121)、横基座(122)和右竖段(123),所述左竖段(121)和右竖段(123)分别设置在横基座(122)的左右两端,且左右对称;所述左竖段(121)和右竖段(123)相对的内侧面上分别设有一个刀槽(124),两侧的刀槽(124)对称布置,所述刀槽(124)的长度与左竖段(121)和右竖段(123)齐平;所述剁刀刀体(2)包括上下一体的上刀体(21)和下连接座(22),所述上刀体(21)上窄下宽,底面通过倾斜弧段(23)与下连接座(22)连接,所述下连接座(22)的宽度与固定刀座(12)的刀槽(124)相匹配。2.根据权利要求1所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述刀槽(124)的宽度为152~153mm,所述下连接座(22)的宽度为149~150mm。3.根据权利要求1所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述左竖段(121)和右竖段(123)相背的外侧面上分别设有一个吊耳(125),两个吊耳(125)对称设置。4.根据权利要求1所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述上刀体(21)上设有一个吊装孔(212)。5.根据权利要求1所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述上刀体(21)的顶面宽度为60mm。6.根据权利要求1所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述上刀体(21)的倾斜侧面与径向面之间的夹角为7
°
。7.根据权利要求1所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述倾斜弧段(23)与下连接座(22)的连接处的弧面切线与径向线之间的夹角为135
°
。8.根据权利要求1所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述下连接座(22)的底面两侧设有一个倾斜面。9.根据权利要求8所述的一种用于大型锻件锻造的剁刀装置,其特征在于:所述倾斜面与下连接座(22)的底面之间的倾斜角度为135
°
。
技术总结
本实用新型涉及的一种用于大型锻件锻造的剁刀装置,它包括剁刀座和剁刀刀体,剁刀座用于承载剁刀刀体,剁刀刀体包括上刀体和下连接座,所述剁刀座包括底座和设置在底座上与之一体成型的固定刀座;所述固定刀座呈U型,包括一体成型的左竖段、横基座和右竖段,所述左竖段和右竖段相对的内侧面上分别设有一个刀槽,两侧的刀槽对称布置,所述刀槽的长度与左竖段和右竖段齐平;所述剁刀刀体包括上刀体和下连接座,所述上刀体上窄下宽,底面通过倾斜弧段与下连接座连接,所述下连接座与固定刀座的刀槽相匹配。本实用新型在保证刀座与刀体的连接牢固的同时,提高剁刀的切割效果,减少次品率,提高产品质量,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:朱小明 顾强 徐岳强 朱晓
受保护的技术使用者:江阴市龙玉锻压有限公司
技术研发日:2021.12.28
技术公布日:2022/8/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1