搪瓷管管孔倒角刀的制作方法
1.本实用新型涉及搪瓷管加工设备领域,更具体涉及一种搪瓷管管孔倒角刀。
背景技术:
2.搪玻璃与普通薄钢板搪瓷相比,硅含量明显增加,其性能更加接近与化学用玻璃,除了氢氟酸、含氟离子的介质、强碱以及温度高于的浓磷酸以外,能耐各种浓度的无机酸、有机酸、弱碱和有机溶剂的腐蚀,这是其它材料所不能比拟的。因此堂玻璃管在化工领域应用非常广泛,既具有了钢管强度又能耐腐蚀。
3.搪玻璃的制作方法为:将釉粉或釉浆均匀涂敷在金属坯胎上,经烧成后再涂敷面釉。涂搪方法有浸渍、浇注、喷雾、洒粉法等。洒粉法是在灼热底釉上洒上干的面釉粉,使涂搪和焙烧合为一项操作,也是铸铁大件(浴盆、反应锅等)必用的方法。此外,还有静电涂粉和电泳法涂搪等。在对于钢管内壁搪瓷之前需要将管口进行倒角去除毛刺,凸起的毛刺在经搪瓷以后为搪玻璃层最薄弱的的点受力弯曲以后容易崩瓷,造成整根钢管报废。现有技术中的倒角刀的刃口与刀头一体设置,在刀头的锥面上设有多个刃口,这样的设计具有以下的缺陷:1、刀具的整体需要采用较为昂贵的刀具钢,整体造价高;2、在使用磨损以后整个刀具需要报废,造成极大的浪费。
技术实现要素:
4.为了解决上述问题,本实用新型的目的在于提供了一种结构简单、适用管径大、降低成本、减少浪费的搪瓷管管孔倒角刀。
5.根据本实用新型的一个方面,提供了搪瓷管管孔倒角刀,包括:刀杆和刀头,刀杆固定连接刀头的底部,刀头包括前端、锥面、底部和刀具组件,锥面的两端连接前端和底部,前端的直径小于底部的直径,锥面上设有至少一个刀具组件,刀具组件均匀分布在锥面上。
6.在一些实施方式中,刀具组件包括安装槽、刀片、第一安装孔、第二安装孔和固定螺栓,安装槽设置在锥面上,安装槽内竖直设置第一安装孔,刀片上设有第二安装孔,固定螺栓依次穿过第二安装孔和第一安装孔将刀片固定在安装槽内,刀片的切削刃凸起在锥面上。
7.在一些实施方式中,第一安装孔设有至少3个,第二安装孔设有2个。
8.在一些实施方式中,安装槽内设有限位凸起,所述限位凸起限定刀片的位置。
9.在一些实施方式中,刀具组件至少设有3个。
10.在一些实施方式中,前端与锥面夹角为120
°
~160
°
。
11.本实用新型与现有技术相比:具有结构简单、适用管径大、降低成本、减少浪费的有益效果。本实用新型所述的新型搪瓷管管孔倒角刀通过设置多个刀具组件对管口进行倒角,降低刀头的成本;通过更换刀片降低成本减少浪费;利用刀片安装在安装槽的不同位置适应不同的管径的倒角,通过限位凸块能够快速安装刀片。
附图说明
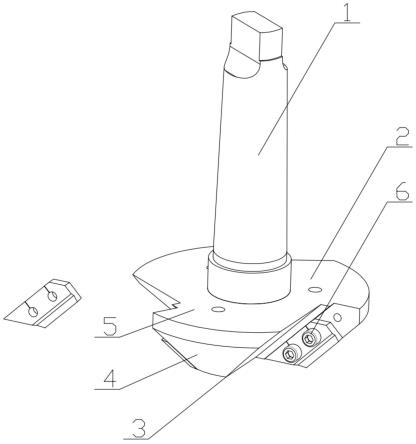
12.图1是本实用新型搪瓷管管孔倒角刀的结构示意图;
13.图2是本实用新型搪瓷管管孔倒角刀的刀头的结构示意图;
14.图3是本实用新型搪瓷管管孔倒角刀的刀具组件的结构示意图;
15.图4是本实用新型搪瓷管管孔倒角刀的刀具组件的分布示意图。
具体实施方式
16.下面结合附图所示的各实施方式对本实用新型进行详细说明,但应当说明的是,这些实施方式并非对本实用新型的限制,本领域普通技术人员根据这些实施方式所作的功能、方法或者结构上的等效变换或替代,均属于本实用新型的保护范围之内。
17.在本实用新型的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解所述术语的具体含义。
18.如图1和图2所示,本实用新型所述的提供了搪瓷管管孔倒角刀,包括:刀杆1和刀头2,刀杆1固定连接刀头2的底部5,刀头2包括前端3、锥面 4、底部5和刀具组件6,锥面4的两端连接前端3和底部5,前端3的直径小于底部5的直径,锥面4上设有至少一个刀具组件6,刀具组件6均匀分布在锥面4上。通过设置多个刀具组件6对管口进行倒角,降低刀头2的成本;通过更换刀片62降低成本减少浪费;利用刀片62安装在安装槽61的不同位置适应不同的管径的倒角,通过限位凸块能够快速安装刀片62。
19.前端3与锥面4夹角为120
°
~160
°
,通常前端3与锥面4夹角为135
°
,因为倒角的角度通常为45
°
。
20.如图3所示,刀具组件6包括安装槽61、刀片62、第一安装孔63、第二安装孔64和固定螺栓65,安装槽61设置在锥面4上,安装槽61内竖直设置第一安装孔63,刀片62上设有第二安装孔64,固定螺栓65依次穿过第二安装孔64和第一安装孔63将刀片62固定在安装槽61内,刀片62的切削刃凸起在锥面4上。通过更换刀片62降低成本减少浪费,刀头2本身不需要采用刀具钢,普通钢材制作完成即可。
21.第一安装孔63设有至少3个,第二安装孔64设有2个。通过设置多个第一安装孔63,便于将刀片62安装在锥面4上的不同位置,进而适应不同管径的倒角。第二安装孔64设有2个通过两点完全固定刀片62的位置。
22.安装槽61内设有限位凸起66,限位凸起66限定刀片62的位置。由于刀片62在切削倒角过程中不可避面的会受力,如果没有限位凸起66,固定螺栓65会直接受力弯曲,更换刀片62也会变得困难,通过限位凸起66,第一将受力点转移刀限位凸起66上,其次给刀片62的安装提供参考基准。
23.如图4所示,刀具组件6至少设有3个。刀具组件6按照刀头2的大小设有3-7个。通常情况下由于刀头2的转速较高,因此刀具组件6的数量如果为偶数时,需要对称的排列方式设置,那么不但使得刀具组件6自身的平衡性难以调整,而且容易使刀杆1在高速转时产生更多的共振,因此刀具组件6最优采用3个、5个和7个。
24.以上所述的仅是本实用新型的一些实施方式,应当指出,对于本领域的普通技术
人员来说,在不脱离本实用新型的创造构思的前提下,还可以做出其它变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.搪瓷管管孔倒角刀,其特征在于,包括:刀杆和刀头,所述刀杆固定连接刀头的底部,所述刀头包括前端、锥面、底部和刀具组件,所述锥面的两端连接前端和底部,所述前端的直径小于底部的直径,所述锥面上设有至少一个刀具组件,所述刀具组件均匀分布在锥面上。2.根据权利要求1所述的搪瓷管管孔倒角刀,其特征在于,所述刀具组件包括安装槽、刀片、第一安装孔、第二安装孔和固定螺栓,所述安装槽设置在锥面上,所述安装槽内竖直设置第一安装孔,所述刀片上设有第二安装孔,所述固定螺栓依次穿过第二安装孔和第一安装孔将刀片固定在安装槽内,所述刀片的切削刃凸起在锥面上。3.根据权利要求2所述的搪瓷管管孔倒角刀,其特征在于,所述第一安装孔设有至少3个,所述第二安装孔设有2个。4.根据权利要求2所述的搪瓷管管孔倒角刀,其特征在于,所述安装槽内设有限位凸起,所述限位凸起限定刀片的位置。5.根据权利要求1、2或3所述的搪瓷管管孔倒角刀,其特征在于,所述刀具组件至少设有3个。6.根据权利要求1所述的搪瓷管管孔倒角刀,其特征在于,所述前端与锥面夹角为120
°
~160
°
。
技术总结
本实用新型公开了一种搪瓷管管孔倒角刀,包括:刀杆和刀头,刀杆固定连接刀头的底部,刀头包括前端、锥面、底部和刀具组件,锥面的两端连接前端和底部,前端的直径小于底部的直径,锥面上设有至少一个刀具组件,刀具组件均匀分布在锥面上,本实用新型提供了一种结构简单、适用管径大、降低成本、减少浪费的搪瓷管管孔倒角刀。倒角刀。倒角刀。
技术研发人员:周军华 周科
受保护的技术使用者:无锡市钱桥化工机械有限公司
技术研发日:2021.12.31
技术公布日:2022/6/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1