搅拌摩擦焊工具组件的制作方法
本公开涉及一种搅拌摩擦焊(fsw)工具组件,包括工具插入件和工具保持器。具体地,本公开涉及一种用于高温铁合金和其他高温合金的搅拌摩擦焊的fsw工具组件。更具体地,本公开涉及一种fsw工具组件,其中工具插入件包含多晶立方氮化硼(pcbn)或钨铼(w-re)。
背景技术:
1、fsw是一种技术,通过这种技术,旋转工具与两个要连接的邻接的工件强制接触,工具的旋转产生工件的摩擦加热和粘性加热。沿着塑性区域混合时发生大范围变形。在塑性区域冷却时,工件沿着焊接接头连接。由于工件保持在固相中,因此这一处理在技术上是锻造处理,而不是焊接处理,但根据惯例,它被称为焊接或搅拌摩擦焊,本文也遵循这一惯例。
2、在低温金属fsw的情况下,整个工具/工具保持器能够是单件成形工具钢,在这种情况下,它通常被称为“探头”。在工具用于焊接高温合金(如钢)的情况下,工具通常由两个或多个部分组成,其中端部元件与被焊接的材料直接接触,通常称为“圆盘”或“工具插入件”,而工具的其余部分称为“工具保持器”,工具保持器牢固地保持圆盘并装配到fsw机器中,使得工具圆盘和工具保持器一起构成“工具”或“工具组件”。工具圆盘通常被成形来形成肩部和搅拌销,通常在搅拌销表面上切割出反向螺旋,从而在旋转过程中,该反向螺旋将金属拉向搅拌销,并将金属向下推入由搅拌销形成的孔中。
3、一般来说,fsw操作包括许多步骤,例如:
4、a)插入步骤(也称为刺进步骤),从工具与工件接触的时刻到销完全嵌入加热和软化的工件中的肩部的时刻,
5、b)工具横向移动,此时工具沿着待连接的工件之间的线侧向移动,以及
6、c)抽出步骤,此时工具从工件中被提起或横向移动。
7、工具横向移动是主要形成焊缝的阶段,通常在恒定条件下进行;通常,这些条件是旋转速度、刺进条件、横向移动速度等。
8、基于pcbn制造的工具能够承受fsw恶劣的工作环境,那里的温度超过1100℃。由pcbn制造的工具圆盘相对来说成本低廉且非常耐用。然而,pcbn圆盘制造处理的限制是需要一个大块的pcbn件,圆盘就是由该大块的pcbn件制成的。整块的pcbn块需要高达50mm的直径和50mm的高度,以生产具有12mm销高度的圆盘,其将能够焊接12mm厚度的板。由于pcbn烧结处理过程中使用的高压高温(hpht)压机的限制,比这更大的整块的pcbn块(以及因此的pcbn圆盘)目前是不可行的。更大的压机可能会损害材料的均匀性。简而言之,目前在实践中可实现的pcbn圆盘的尺寸限于能够焊接厚度为12mm或以下的板。
9、确实有动力去开发能够焊接厚度超过12mm的铁板的pcbn工具和配套工具保持器。
10、大型pcbn工具面临的主要挑战是将工具保持在工具保持器内,尤其是在插入阶段和横向移动阶段。偶尔会发生分离,这被认为是由pcbn工具插入件和典型的钢制工具保持器之间的导热系数不匹配引起的。由于fsw处理的极端条件,传统的方法(如螺钉)将不起作用。这个问题妨碍了pcbn工具插入件的性能,限制了否则可能获得的焊接长度。
11、需要一种用于焊接高温合金的fsw工具组件,其在长时间使用期间将工具插入件保持在工具保持器内。
技术实现思路
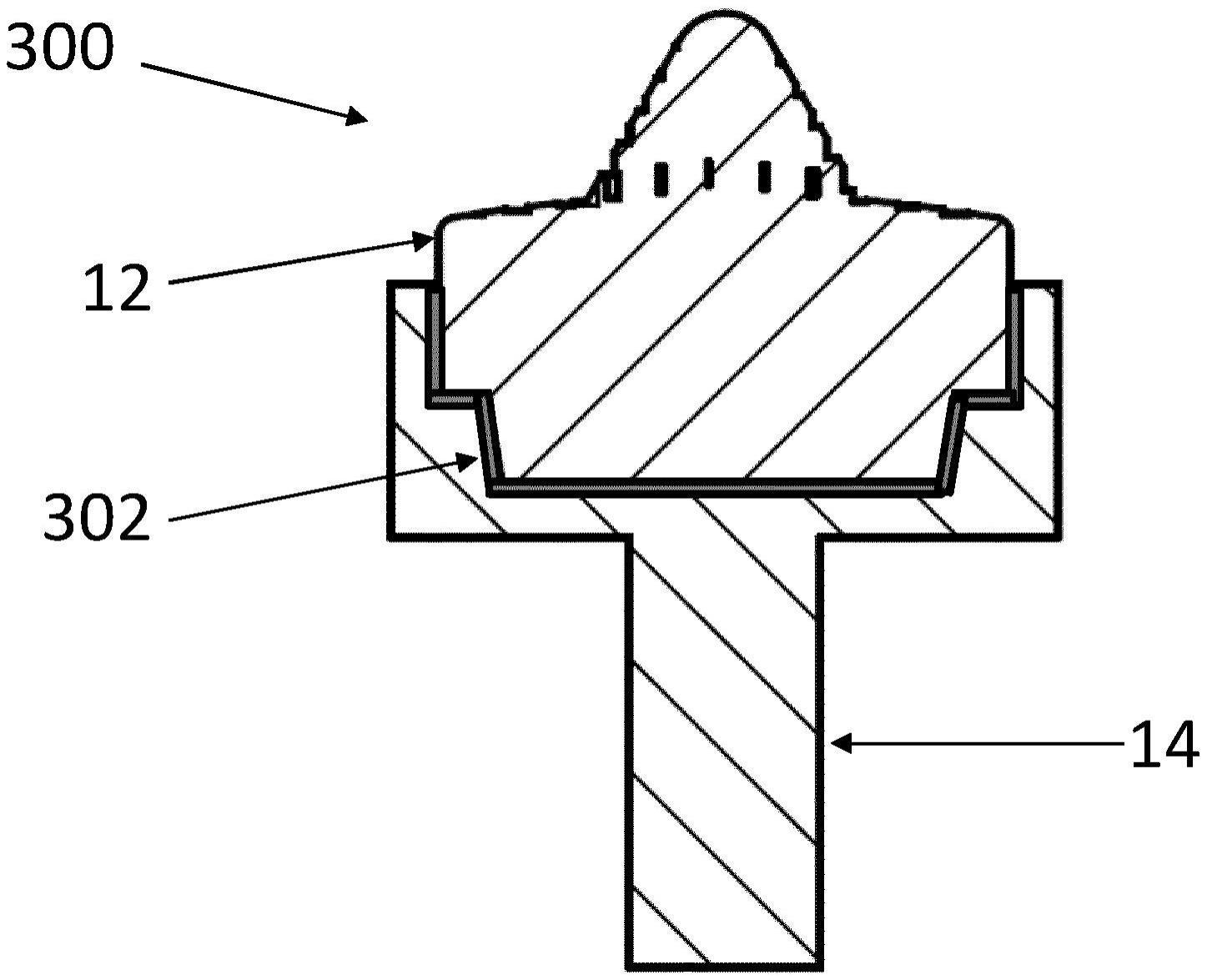
1、根据本发明,提供了一种具有纵向旋转轴线的搅拌摩擦焊(fsw)工具组件,该工具组件在使用过程中围绕该纵向旋转轴线旋转,该工具组件包括工具插入件和同轴地保持该工具插入件的工具保持器,该工具保持器包括工具插入件至少部分地接纳在其中的凹入的杯状部,该工具组件还包括将工具插入件和工具保持器结合在一起的结合层,其中结合层是设置在凹入的杯状部中的熔化温度至少为900℃的钎焊层。
2、从属权利要求中提供了本发明的优选和/或可选特征。
技术特征:
1.一种搅拌摩擦焊(fsw)工具组件,其具有纵向旋转轴线,在使用过程中所述搅拌摩擦焊工具组件围绕所述纵向旋转轴线旋转,所述工具组件包括工具插入件和同轴地保持所述工具插入件的工具保持器,所述工具保持器包括凹入的杯状部,工具插入件至少部分地接纳在所述凹入的杯状部中,所述工具组件还包括将工具插入件和工具保持器结合在一起的结合层,其中所述结合层是设置在凹入的杯状部中的熔化温度至少为900℃的钎焊层。
2.根据权利要求1所述的工具组件,其特征在于,所述凹入的杯状部包括基座表面、工具插入件插入的开口以及将基座表面连接到开口的侧壁。
3.根据权利要求2所述的工具组件,其特征在于,所述结合层设置在所述基座表面上。
4.根据权利要求2或权利要求3所述的工具组件,其特征在于,所述结合层设置在侧壁上。
5.根据前述权利要求中任一项所述的工具组件,其特征在于,所述钎焊层采用盘的形式。
6.根据权利要求1至4中任一项所述的工具组件,其特征在于,所述钎焊层采用环形的形式。
7.根据前述权利要求中任一项所述的工具组件,其特征在于,所述钎焊层包括钯基合金。
8.根据前述权利要求中任一项所述的工具组件,还包括冷却系统。
9.根据权利要求8所述的工具组件,其特征在于,所述冷却系统邻接或靠近工具保持器的基座表面定位。
10.根据权利要求8或9所述的工具组件,其特征在于,所述冷却系统邻接或靠近工具保持器的侧壁定位。
11.根据权利要求8至10中任一项所述的工具组件,其特征在于,所述冷却系统包括导管网络。
12.根据权利要求8至10中任一项所述的工具组件,其特征在于,所述冷却系统包括以蛇形图案布置的单个导管。
13.根据前述权利要求中任一项所述的工具组件,其特征在于,所述工具插入件包含多晶立方氮化硼(pcbn)。
14.根据权利要求13所述的工具组件,其特征在于,所述工具插入件包含w-re。
技术总结
本公开涉及一种搅拌摩擦焊(FSW)工具组件,该工具组件包括将工具插入件和工具保持器结合在一起的结合层,其中该结合层是熔化温度至少为900℃的钎焊层。
技术研发人员:S·高希,B·泽皮纳
受保护的技术使用者:六号元素英国有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!