极窄坡口埋弧焊方法和极窄坡口埋弧焊装置与流程
本发明涉及极窄坡口埋弧焊方法和极窄坡口埋弧焊装置。
背景技术:
1、埋弧焊(submerged arc welding:saw)因其高熔敷效率性和高品质性,常用于压力容器等大型钢结构件中的厚板和极厚板的对接焊接。用saw焊接厚板和极厚板时,为了防止熔合不良(lack of fusion:lf)等焊接缺陷,需要将坡口角度扩展至30°程度。可是,如果坡口角度较宽,则必要的熔敷截面积增加,因焊道的层叠,至焊接结束为止需要大量时间。
2、对此,将坡口角度设为1~3°、根部宽度收窄的窄坡口saw中,必要的熔敷截面积减少,可期待焊接时间的缩短。关于窄坡口saw,至今进行了一些研究开发。近年来,通过设为坡口角度大致0°且坡口宽度为18mm以下,从焊道的初层至最终层以一层一道层叠作为焊接对象的极厚板的极窄坡口saw的研究也不断发展。
3、一层一道施工中,需要在一道中使两侧的坡口壁熔融,但是坡口底的角部因不易被电弧等离子体直接加热、热量容易扩散等理由而不易熔融,容易产生熔合不良。此外,如果坡口变窄,则焊接后熔渣不会自然剥离,变得难以去除。假设在坡口壁上产生咬边的情况下熔渣粘合在此处,如果不能充分去除,则会造成夹渣。为了防止上述的焊接缺陷,需要选定能在两侧的坡口壁熔融的状态下,形成不产生咬边的焊接部形状的焊接条件。可是,关于不产生缺陷的焊接条件和焊枪瞄准位置的范围、即适当的焊接条件的范围狭窄。而且,由于适当的焊接条件范围狭窄,所以因焊接中的变动(坡口宽度的变化和装置的动作偏差等)使坡口宽度和焊枪瞄准位置变化,有时在原本不产生缺陷的焊接条件下也会突然产生缺陷。
4、另一方面,近年来开发了可数字波形控制的大容量的焊接电源,与现有的可动铁心形相比,输出的稳定性和再现性提高,针对en比、频率、相位差等,能更精密地控制输出波形。例如,能够利用en比控制焊丝的进给速度即熔敷截面积。这样,在数字波形控制电源中能利用en比等参数控制焊接部形状,在极窄坡口saw中能够期待防止熔合不良和咬边等焊接缺陷。
5、另一方面,作为公知技术,公开有jps63-30175a(1988)和jph6-75787b(1994)。其中,jps63-30175a记载了针对焊接线自动进行左右跟踪和上下跟踪的装置。按照所述装置,针对坡口形状的变化,能实现焊枪瞄准位置的自动追随。jph6-75787b公开了一种使用算法的焊接方法,所述算法根据焊道截面高度和熔敷截面积将层叠时的焊道形状公式化,决定各层的焊枪瞄准位置。
6、可是,按照jps63-30175a的记载,由于不能针对焊接中的变动将焊接条件最佳化,所以一层一道施工中会产生焊接缺陷。按照jph6-75787b的记载,没有与一层一道施工对应,针对输入的焊接条件仅决定焊枪瞄准位置,所以不能针对焊接中的变动将焊接条件最佳化。
技术实现思路
1、因此,本发明的目的在于解决上述问题,获得一种在极窄坡口saw中基于算法的焊接方法和焊接装置,所述算法控制针对焊接中的变动不产生焊接缺陷的焊接条件和焊枪瞄准位置。
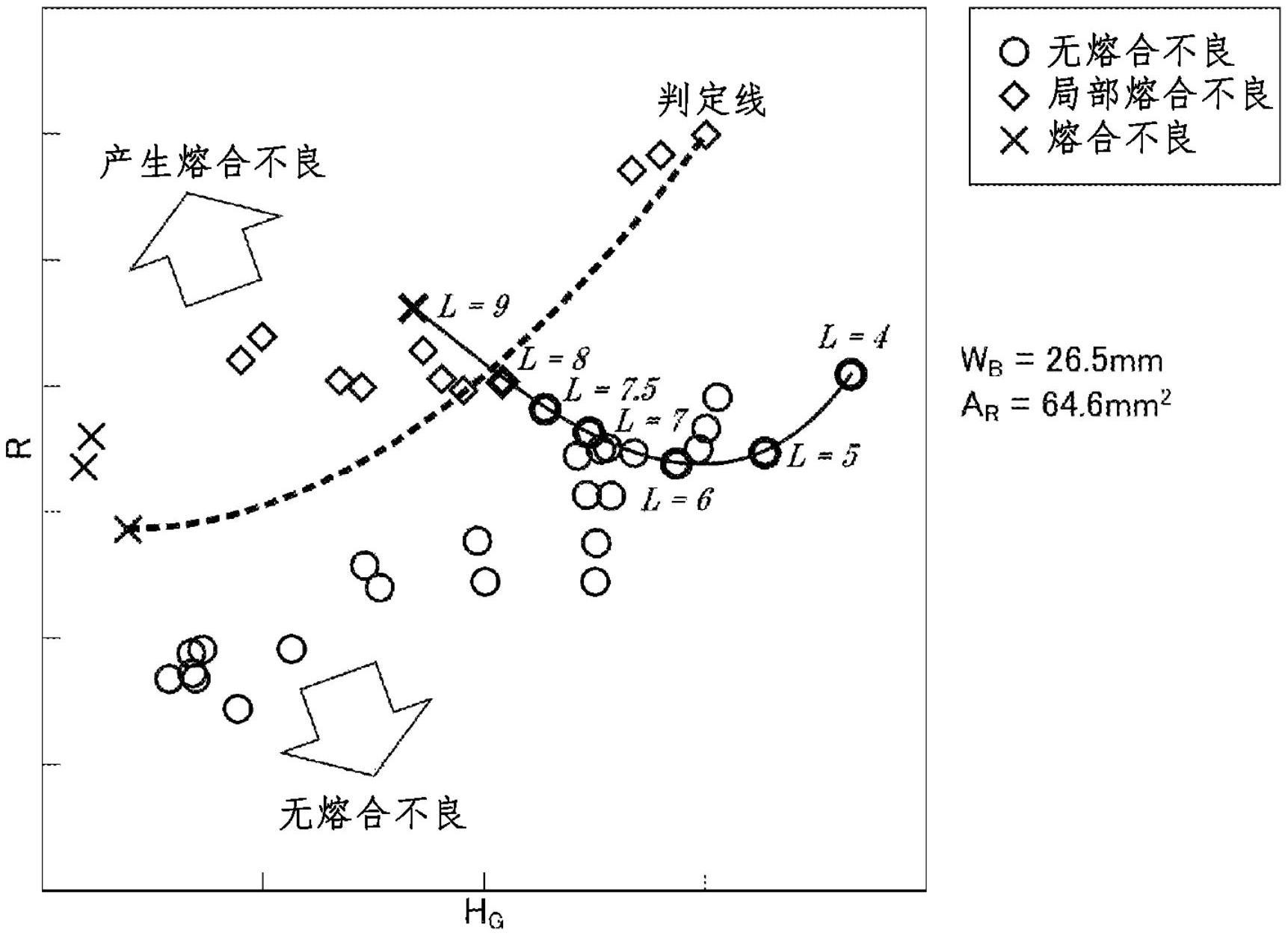
2、为了实现上述目的,本发明的极窄坡口埋弧焊方法的特征在于,在预定的焊接条件下,对与焊接对象相同的原材料实施平板堆焊,并测量所述平板堆焊时的焊道宽度wb和熔敷截面积ar,从所述焊接条件求出焊接热输入q,使用所述焊接热输入q、所述焊道宽度wb和焊枪与坡口壁间距离l表示焊接时向坡口壁的热输入hg,使用所述熔敷截面积ar和所述焊枪与坡口壁间距离l表示焊枪瞄准位置处的从熔融池表面至坡口底的角部为止的广义的距离r,在由所述热输入hg和距离r形成的hg-r平面上,标示通过试验求出的坡口焊时的熔合不良的有无的显示,在标示有所述坡口焊时的熔合不良的有无的显示的hg-r平面上,绘制以坡口壁中的熔合不良的有无为基准的判定线,以相比于所述判定线成为无熔合不良的区域的方式设定焊接条件并进行坡口焊。
3、如此,可以在不产生熔合不良的情况下,进行极窄坡口埋弧焊。
4、按照本发明的极窄坡口埋弧焊方法,优选用焊接热输入q、以及焊道宽度wb和焊枪与坡口壁间距离l之差(wb-l)的乘积,表示焊接时向坡口壁的热输入hg。
5、此外,按照本发明的极窄坡口埋弧焊方法,优选用熔敷截面积ar除以焊枪与坡口壁间距离l所得的(ar/l)的取幂、以及焊枪与坡口壁间距离l的取幂之和,表示焊枪瞄准位置处的从熔融池表面至坡口底的角部为止的距离r。
6、而且,按照本发明的极窄坡口埋弧焊方法,优选在坡口焊时测量焊枪与坡口壁间距离l,以使测量出的焊枪与坡口壁间距离l成为不产生焊接缺陷的适当范围的方式设定焊接条件。
7、而且,按照本发明的极窄坡口埋弧焊方法,优选控制作为坡口焊时的焊接条件的en比、焊接电流、电压和焊接速度中的至少一个。
8、本发明的极窄坡口埋弧焊装置具备数字式的焊接电源,所述数字式的焊接电源能够对en比、焊接电流和电压的设定值进行设定变更。
9、如此,根据本发明的方法,可以得到能实施不产生熔合不良的焊接的装置。
10、按照本发明的极窄坡口埋弧焊装置,优选具有移动装置,所述移动装置使焊枪在与焊接线方向正交的方向上移动,以调整焊枪与坡口壁间距离l。
11、如此,在焊枪瞄准位置产生偏移时,可以修正其偏移。
12、按照本发明,即使在焊接中坡口宽度变动的情况下,也可以在不产生熔合不良的状态下进行极窄坡口埋弧焊。
技术特征:
1.一种极窄坡口埋弧焊方法,其特征在于,
2.根据权利要求1所述的极窄坡口埋弧焊方法,其特征在于,用焊接热输入q、以及焊道宽度wb和焊枪与坡口壁间距离l之差(wb-l)的乘积,表示焊接时向坡口壁的热输入hg。
3.根据权利要求1或2所述的极窄坡口埋弧焊方法,其特征在于,用熔敷截面积ar除以焊枪与坡口壁间距离l所得的(ar/l)的取幂、以及焊枪与坡口壁间距离l的取幂之和,表示焊枪瞄准位置处的从熔融池表面至坡口底的角部为止的距离r。
4.根据权利要求1至3中任意一项所述的极窄坡口埋弧焊方法,其特征在于,在坡口焊时测量焊枪与坡口壁间距离l,以使测量出的焊枪与坡口壁间距离l成为不产生焊接缺陷的适当范围的方式设定焊接条件。
5.根据权利要求1至4中任意一项所述的极窄坡口埋弧焊方法,其特征在于,控制作为坡口焊时的焊接条件的en比、焊接电流、电压和焊接速度中的至少一个。
6.一种极窄坡口埋弧焊装置,是用于实施权利要求1至5中任意一项所述的极窄坡口埋弧焊方法的焊接装置,其特征在于,
7.根据权利要求6所述的极窄坡口埋弧焊装置,其特征在于,具有移动装置,所述移动装置使焊枪在与焊接线方向正交的方向上移动,以调整焊枪与坡口壁间距离l。
8.根据权利要求6或7所述的极窄坡口埋弧焊装置,其特征在于,具有用于取得焊接前的坡口的数据的传感器。
技术总结
一种极窄坡口埋弧焊方法和极窄坡口埋弧焊装置,是在极窄坡口SAW中,基于算法的焊接方法和焊接装置,算法控制针对焊接中的变动不产生焊接缺陷的焊接条件和焊枪瞄准位置。测量对与焊接对象相同的原材料实施平板堆焊时的焊道宽度W<subgt;B</subgt;和熔敷截面积A<subgt;R</subgt;。使用焊接热输入Q、焊道宽度W<subgt;B</subgt;和焊枪与坡口壁间距离L表示焊接时向坡口壁的热输入H<subgt;G</subgt;。使用熔敷截面积A<subgt;R</subgt;和距离L表示焊枪瞄准位置处的从熔融池表面至坡口底的角部为止的广义的距离R。在H<subgt;G</subgt;‑R平面上,标示通过试验求出的坡口焊时的熔合不良的有无的显示,并且绘制以坡口壁中的熔合不良的有无为基准的判定线。以相比于所述判定线形成无熔合不良的区域的方式设定焊接条件并进行坡口焊。
技术研发人员:中谷光良,阿部洋平,藤本贵大,安部正光
受保护的技术使用者:日立造船株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!