金属箔的激光切断方法与流程
本发明涉及金属箔的激光切断方法。
背景技术:
1、作为将由金属材料制作加工对象切断的方法之一,已知有利用激光的照射进行的激光切断。激光切断是向加工对象的切断的部分照射激光并利用激光的能量使该部分熔融从而切断加工对象的方法(例如,参照非专利文献1)。
2、现有技术文献
3、非专利文献
4、非专利文献1:patwa,rahul,et al.“high speed laser cutting of electrodesfor advanced batteries.”international congress on applications of lasers&electro optics.2010.
技术实现思路
1、发明要解决的课题
2、在加工对象为金属箔的情况下,该金属箔容易变形或者破损,因此当与更厚的金属构件的情况同样地设定激光切断中的各种参数时,存在难以得到所需要的质量的情况。
3、另外,在金属箔应用于例如电池的电极那样的情况下,谋求碎渣、溅射较少的更高质量的激光切断。
4、于是,本发明的课题之一例如在于得到能够将作为加工对象的金属箔激光切断的更加改善了的新的金属箔的激光切断方法。
5、用于解决课题的方案
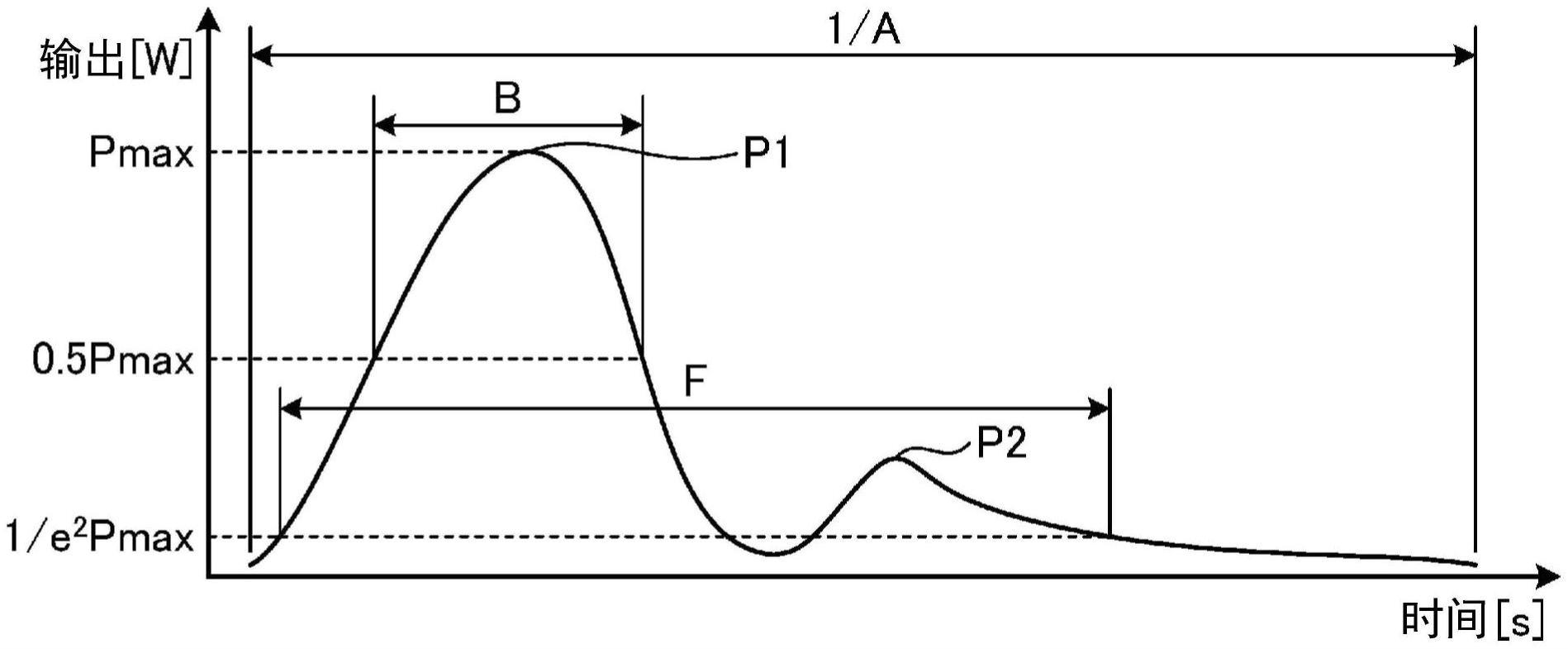
6、本发明的金属箔的激光切断方法例如通过向作为加工对象的金属箔的表面以1[mhz]以下的频率断续地照射激光的脉冲从而将该加工对象激光切断。
7、在所述金属箔的激光切断方法中,在所述频率为a[hz]、并且所述脉冲的半峰全宽为b[s]的情况下,由下式表示的占空比rd[%]为0.1以上且80以下,
8、rd=a×b×100···(1)。
9、也可以是,在所述金属箔的激光切断方法中,也可以是,所述占空比rd[%]为0.2以上且40以下。
10、在所述金属箔的激光切断方法中,也可以是,在所述半峰全宽为b且所述脉冲的1/e2宽度为f[s]的情况下由下式表示的脉冲比rp为1以上且7以下,所述激光的m2光束质量为1.2以下,并且由所述脉冲照射的能量为0.1[mj]以上,
11、rp=f/b···(2)。
12、在所述金属箔的激光切断方法中,也可以是,所述激光相对于所述表面相对地扫描,在所述激光的扫描速度为c[m/s]、所述表面上的所述激光的光斑直径为d[m]、并且所述激光的输出为e[w]的情况下,由下式表示的指标i为1.0×10-7以上且1.0×10-1以下,
13、i=a×b×c×d×e···(3)。
14、在所述金属箔的激光切断方法中,也可以是,所述加工对象的厚度为500[μm]以下。
15、在所述金属箔的激光切断方法中,也可以是,所述金属箔具有被覆膜覆盖的覆盖部位以及未被该覆膜覆盖的露出部位,通过所述激光的扫描而将所述覆盖部位和所述露出部位连续地激光切断。
16、在所述金属箔的激光切断方法中,也可以是,所述激光的所述表面上的光斑直径为100[μm]以下。
17、在所述金属箔的激光切断方法中,也可以是,所述光斑直径为50[μm]以下。
18、在所述金属箔的激光切断方法中,也可以是,所述脉冲具有第一峰值以及比该第一峰值靠后的第二峰值,作为所述第二峰值的输出pp2相对于所述第一峰值的输出pp1之比的输出比ro(=pp2/pp1)为0.1以上且0.5以下。
19、在所述金属箔的激光切断方法中,也可以是,通过将所述激光相对于所述表面的扫描执行多次从而将所述加工对象激光切断。
20、在所述金属箔的激光切断方法中,也可以是,在无法通过一次的扫描切断所述加工对象的条件下执行所述多次的所述激光的扫描中的各次的扫描。
21、在所述金属箔的激光切断方法中,也可以是,在所述激光的扫描速度为c[m/s]、所述表面上的所述激光的光斑直径为d[m]、并且所述激光的输出为e[w]的情况下,通过在由下式表示的指标i为1.0×10-2以上且1.0×10-5以下的条件下,将所述激光的扫描执行两次,从而将厚度为100[μm]以上的所述加工对象激光切断,
22、i=a×b×c×d×e···(3)。
23、在所述金属箔的激光切断方法中,也可以是,在将所述加工对象激光切断的工序之前,具有通过激光的照射而除去所述表面上的涂布物质的工序。
24、在所述金属箔的激光切断方法中,也可以是,在除去所述表面上的涂布物质的工序以及将所述加工对象激光切断的工序中,以所述表面上的相同的路径扫描所述激光。
25、发明效果
26、根据本发明,能够得到能够将作为加工对象的金属箔激光切断的更加改善了的新的金属箔的激光切断方法。
技术特征:
1.一种金属箔的激光切断方法,其中,
2.根据权利要求1所述的金属箔的激光切断方法,其中,
3.根据权利要求2所述的金属箔的激光切断方法,其中,
4.根据权利要求2或3所述的金属箔的激光切断方法,其中,
5.根据权利要求2~4中任一项所述的金属箔的激光切断方法,其中,
6.根据权利要求1~5中任一项所述的金属箔的激光切断方法,其中,
7.根据权利要求1~6中任一项所述的金属箔的激光切断方法,其中,
8.根据权利要求1~7中任一项所述的金属箔的激光切断方法,其中,
9.根据权利要求8所述的金属箔的激光切断方法,其中,
10.根据权利要求1~9中任一项所述的金属箔的激光切断方法,其中,
11.根据权利要求1~10中任一项所述的金属箔的激光切断方法,其中,
12.根据权利要求11所述的金属箔的激光切断方法,其中,
13.根据权利要求12所述的金属箔的激光切断方法,其中,
14.根据权利要求1~13中任一项所述的金属箔的激光切断方法,其中,
15.根据权利要求14所述的金属箔的激光切断方法,其中,
技术总结
在金属箔的激光切断方法中,例如通过向作为加工对象的金属箔的表面以1[MHz]以下的频率断续地照射激光的脉冲从而将该加工对象激光切断。另外,例如,也可以是,在频率为A[Hz]、并且脉冲的半峰全宽为B[s]的情况下,由Rd=A×B×100表示的占空比Rd[%]为0.1以上且80以下。另外,也可以是,在半峰全宽为B且脉冲的1/e<supgt;2</supgt;宽度为F[s]的情况下由Rp=F/B表示的脉冲比Rp为1以上且7以下,激光的M2光束质量为1.2以下,并且由脉冲照射的能量为0.1[mJ]以上。
技术研发人员:松永启伍,村山太郎,酒井俊明,茅原崇,繁松孝
受保护的技术使用者:古河电气工业株式会社
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!