线放电加工装置、形状尺寸补偿器、线放电加工方法、学习装置及推断装置与流程
本发明涉及对被加工物的加工后的尺寸及形状进行补偿的线放电加工装置、形状尺寸补偿器、线放电加工方法、学习装置及推断装置。
背景技术:
1、线放电加工装置的适当的加工条件根据作为加工对象的被加工物的板厚而不同。因此,线放电加工装置优选对与板厚相对应的适当的加工条件进行选择而执行线放电加工。
2、专利文献1所记载的线放电加工装置根据板厚和加工能量之间的关系对电气条件强度进行选择,通过切换为与电气条件强度相对应的电气条件,从而防止线电极的断线。
3、专利文献1:日本特开平9-290328号公报
技术实现思路
1、但是,在上述专利文献1的技术中,在被加工物为薄板的情况下,加工行进方向的去除体积少、加工速度快,因此在行进方向的侧面不易放电飞溅。另一方面,在被加工物为厚板的情况下,行进方向的去除体积多、加工速度慢,因此在行进方向的侧面容易放电飞溅。
2、因此,在上述专利文献1的技术中,在投入了大的放电加工能量的情况下,在加工中被加工物的板厚会发生变化的加工时,在薄的板厚时加工槽宽度变细,在厚的板厚时加工槽宽度变粗。其结果,针对在加工中板厚发生变化的被加工物,加工尺寸针对每种板厚而变得不同,加工尺寸的精度变差。另外,在线放电加工中,线电极发生挠曲。因此,即使在被加工物的相同板厚的区域内,根据是在线电极的哪个位置处对被加工物进行了加工,加工槽宽度也会不同,因此针对被加工物的每个加工高度而加工尺寸发生波动,加工形状的精度变差。
3、本发明就是鉴于上述情况而提出的,其目的在于得到即使针对在加工中板厚发生变化的被加工物,也能够使加工尺寸的精度及加工形状的精度提高的线放电加工装置。
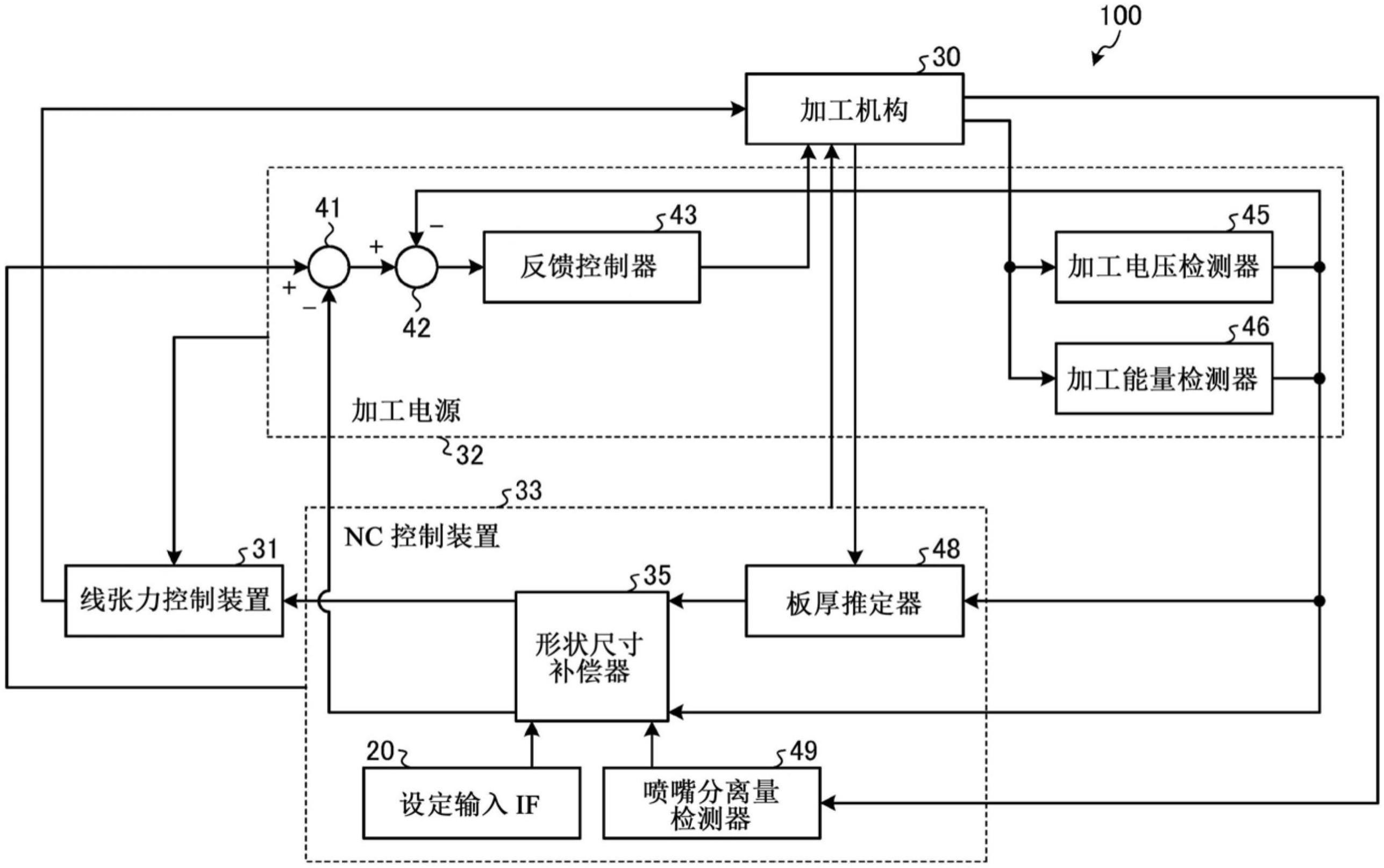
4、为了解决上述课题,并达到目的,本发明的线放电加工装置具有:加工机构,其针对在加工路径上具有板厚各自不同的多个板厚区域的被加工物,使用来自线电极的电压脉冲进行线放电加工;以及板厚推定器,其在线放电加工中对被加工物的板厚进行推定。另外,本发明的线放电加工装置具有形状尺寸补偿器,其基于加工中的加工电压、加工中的加工能量、加工中的加工速度、将加工液供给至线电极的喷嘴和被加工物之间的距离即分离距离及板厚,以板厚区域间的加工尺寸的差变小且被加工物的线电极的长度方向上的直线精度在各个板厚区域内提高的方式,对加工电压的校正值即电压校正值、电压脉冲的休止时间的校正值即休止时间校正值及向线电极的张力指令即线张力指令进行计算。使用电压校正值、休止时间校正值及线张力指令对加工机构进行控制。
5、发明的效果
6、本发明所涉及的线放电加工装置具有下述效果,即,即使针对在加工中板厚发生变化的被加工物,也能够使加工尺寸的精度及加工形状的精度提高。
技术特征:
1.一种线放电加工装置,其特征在于,具有:
2.根据权利要求1所述的线放电加工装置,其特征在于,
3.根据权利要求2所述的线放电加工装置,其特征在于,
4.根据权利要求1至3中任一项所述的线放电加工装置,其特征在于,
5.根据权利要求4所述的线放电加工装置,其特征在于,
6.根据权利要求4所述的线放电加工装置,其特征在于,
7.一种形状尺寸补偿器,其特征在于,
8.一种线放电加工方法,其特征在于,
9.一种学习装置,其特征在于,具有:
10.根据权利要求9所述的学习装置,其特征在于,
11.一种推断装置,其特征在于,具有:
12.根据权利要求11所述的推断装置,其特征在于,
技术总结
线放电加工装置(100)具有:加工机构(30),其针对在加工路径上具有板厚各自不同的多个板厚区域的被加工物,使用来自线电极的电压脉冲进行线放电加工;板厚推定器(48),其在线放电加工中对被加工物的板厚进行推定;以及形状尺寸补偿器(35),其基于加工中的加工电压、加工中的加工能量、加工中的加工速度、将加工液供给至线电极的喷嘴和被加工物之间的距离即分离距离及板厚,以板厚区域间的加工尺寸的差变小且被加工物的线电极的长度方向上的直线精度在各个板厚区域内提高的方式,对加工电压的校正值即电压校正值、电压脉冲的休止时间的校正值即休止时间校正值及向线电极的张力指令即线张力指令进行计算,使用电压校正值、休止时间校正值及线张力指令对加工机构(30)进行控制。
技术研发人员:关本大介,太田信行
受保护的技术使用者:三菱电机株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!