可变模具、以及压制设备和方法与流程
本公开涉及可变模具、以及压制设备和方法。
背景技术:
1、在汽车工业中,由于高强度材料的趋势,弯曲方法的应用已经增加。在材料弯曲中不可避免的回弹是由复杂原因比如材料的弹性模量和厚度方向上的应力分布等引起的现象,并且不容易准确预测和校正回弹。
2、在弯曲领域,已经尝试通过预测回弹来提高产品成形的精度。例如,在生产过程中使用了一种基于特定材料的物理性质添加模具来补偿回弹的方法。
3、然而,这种方法效率不高,因为单独的模具应当根据材料的物理性质来制造。此外,即使采用这种方法,也可能达不到目标回弹校正效果。
4、也就是说,即使用于制造模具的样品的物理性质和将被实际加工的材料的物理性质相同,如果加工环境不同,也可能达不到目标回弹校正效果。
5、例如,由于缠绕位置或缠绕张力的差异,诸如高强度卷钢板的材料在成形之前的内应力可能不同于样品的内应力,并且由于此,即使物理性质相同,也可能无法实现目标回弹校正效果。
6、(专利文献1)kr 10-2010-0002958a
技术实现思路
1、技术问题
2、本公开的一个方面是提供一种能够改变成形条件以校正由于材料回弹引起的成形误差的可变模具、压制设备和压制方法。
3、本公开的一个方面还在于提供一种能够实时改变成形条件以校正材料回弹的可变模具、压制设备和压制方法。
4、问题的解决方案
5、根据本公开的一个方面,可变模具包括:第一下部模具部分;以及第一上部模具部分,第一上部模具部分设置在第一下部模具部分的上方,其中第一下部模具部分包括:第一下部模具中央部分,材料坐置在该第一下部模具中央部分上,并且第一下部模具中央部分包括第一传感器单元;以及第一下部模具侧部部件,该第一下部模具侧部部件安装在第一下部模具中央部分的侧表面上,第一下部模具侧部部件包括:内部构件,该内部构件具有从上到下靠近第一下部模具中央部分的倾斜表面;以及驱动单元,该驱动单元在第一方向上移动内部构件,该第一方向为朝向第一下部模具中央部分的方向,第一上部模具部分包括:第一上部模具中央部分,该第一上部模具中央部分设置在第一下部模具中央部分的上方并朝向第一下部模具中央部分向下移动;以及第一上部模具侧部部件,该第一上部模具侧部部件安装在第一上部模具中央部分的侧表面上,向下移动,当向下移动时由倾斜表面导引,并且以可旋转的方式移动至第一下部模具中央部分的侧表面,第一传感器单元测量成形距离,该成形距离为从第一传感器单元到材料的距离,并且驱动单元基于成形距离被驱动以调节校正距离,该校正距离为内部构件的移动距离。
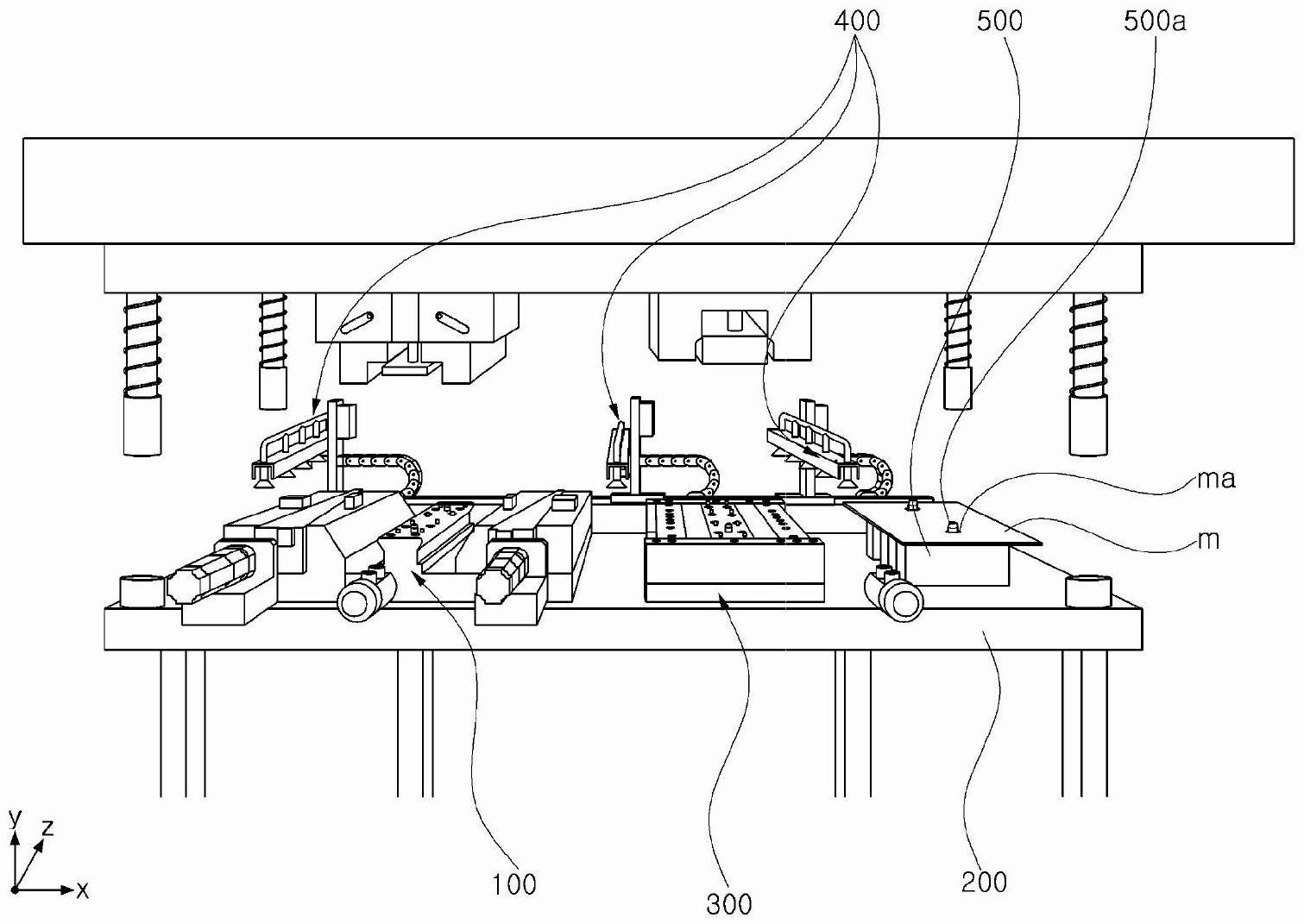
6、根据本公开的另一方面,一种压制设备包括:压制本体;前置模具,该前置模具安装在压制本体上并对材料进行初次成形;以及可变模具,该可变模具安装在压制本体上并对材料进行二次成形,同时校正由回弹引起的成形误差。
7、根据本公开的另一方面,一种压制方法包括:第一压制操作,该第一压制操作为在由第一设定距离确定的成形条件下用可变模具成形第一材料;成形距离测量操作,该成形距离测量操作为测量第一成形距离,该第一成形距离为第一材料与可变模具的第一传感器单元之间的距离;设定距离校正操作,该设定距离校正操作为基于第一设定距离与第一成形距离之间的差值确定第二设定距离,该第二设定距离为下一轮的设定距离;以及第二压制操作,该第二压制操作为在由第二设定距离确定的成形条件下用可变模具在第一材料之后成形第二材料。
8、发明的有益效果
9、本公开的可变模具、压制设备和压制方法具有改变成形条件以校正由于材料回弹引起的成形误差的优点。
10、另一方面,本公开的可变模具、压制设备和压制方法具有实时改变成形条件以校正材料回弹的优点。
11、然而,本公开的各种有利优点和效果不限于以上描述,并且在描述本公开的具体实施方式的过程中将更容易理解这些有利优点和效果。
技术特征:
1.一种可变模具,包括:
2.根据权利要求1所述的可变模具,还包括:
3.根据权利要求2所述的可变模具,其中,所述控制器基于成形误差值、目标距离与所述成形距离之间的差值来调节所述校正距离,所述目标距离为待最终成形的产品与所述第一传感器单元之间的距离。
4.根据权利要求3所述的可变模具,其中,
5.根据权利要求1所述的可变模具,其中,所述第一下部模具中央部分形成在所述第一下部模具中央部分的侧表面上,朝向所述材料形成,并且包括形成在所述第一下部模具中央部分在高度方向上的中间部分处的观察孔,并且所述第一传感器单元设置在所述观察孔中。
6.根据权利要求1所述的可变模具,其中,
7.根据权利要求6所述的可变模具,其中,楔角形成为小于至少45度,所述楔角为由所述外表面和所述内表面形成的角度。
8.根据权利要求6所述的可变模具,其中,
9.根据权利要求2所述的可变模具,其中,
10.根据权利要求1所述的可变模具,其中,所述第一下部模具中央部分包括第一突出凸部,所述第一突出凸部形成在所述第一下部模具中央部分的上表面上并且插入到形成在所述材料中的位置固定孔中。
11.一种压制设备,包括:
12.根据权利要求11所述的压制设备,其中,
13.根据权利要求11所述的压制设备,还包括位置调节块,所述位置调节块安装在所述压制本体上并且包括第二突出凸部,所述第二突出凸部形成在所述位置调节块的上表面上并且插入到形成在所述材料中的位置固定孔中。
14.根据权利要求13所述的压制设备,还包括传递单元,所述传递单元安装在所述压制本体上、吸附并固定所述材料,并顺序地将所述材料移动至所述位置调节块、所述前置模具和所述可变模具。
15.一种压制方法,包括:
16.根据权利要求15所述的压制方法,其中,
17.根据权利要求15所述的压制方法,还包括在所述第一压制操作之前执行的用前置模具成形所述第一材料的预成形操作。
18.根据权利要求15所述的压制方法,其中,所述可变模具是根据权利要求1所述的可变模具。
技术总结
根据本发明的实施方式的可变模具可以包括:第一下部模具部分;以及第一上部模具部分,该第一上部模具部分设置在第一下部模具部分的上方,其中:第一下部模具部分包括第一下部模具中央部分和第一下部模具侧部部件;第一下部模具中央部分包括测量距离的第一传感器单元;第一下部模具侧部部件包括具有斜面的内部构件和将内部构件朝向第一下部模具中央部分移动的驱动单元;第一传感器单元测量成形距离,该成形距离是从第一传感器单元到材料的距离;并且驱动单元基于成形距离被驱动以调节校正距离,该校正距离是内部构件的移动距离。
技术研发人员:李宰旭
受保护的技术使用者:浦项股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!