模具缓冲控制装置、模具缓冲控制方法及模具缓冲控制程序与流程
本发明涉及对模具缓冲机构进行控制的模具缓冲控制装置、模具缓冲控制方法及模具缓冲控制程序。
背景技术:
1、作为进行弯曲、引伸、冲裁等冲压加工的机械之一,存在具有模具缓冲机构的冲压机械。模具缓冲机构针对支撑一个模具的可动侧的支撑部件即滑块,从对另一个模具进行支撑的支撑部件即缓冲垫施加附加的压力。由此,模具缓冲机构能够针对冲压成型品而防止折皱等不良的发生。
2、被称为伺服模具缓冲器的模具缓冲机构将伺服电动机作为驱动源,在1次成型的中途能够任意地改变附加的压力。冲压机械通过使用该伺服模具缓冲器,从而能够使成型性、品质的稳定性及成品率提高。
3、在伺服模具缓冲器中,对冲压动作中的压力进行检测,以该压力追随于预先确定的压力指令值的方式对伺服电动机进行控制。在伺服模具缓冲器中,即使进行压力控制,在加压动作的最后阶段,有时也会发生相对于期望的压力而实际的压力下降的现象。在该情况下,压力下降,由此附加的压力不足,成为在冲压成型品产生折皱的要因。
4、为了消除如上所述的压力的下降现象,专利文献1的控制装置取得滑块的加速度,基于使该加速度乘以常数而得到的信号,对向模具缓冲机构的速度指令值及电流指令值进行校正。
5、专利文献1:日本特开2007-905号公报
技术实现思路
1、但是,在上述专利文献1的技术中,在与加速度相乘的常数大于适当的值的情况下会过补偿,即,与压力指令值的目标值相比压力变大。另外,在常数小于适当的值的情况下,压力达不到压力指令值的目标值,无法充分地补偿压力下降。因此,在上述专利文献1的技术中,为了进行压力达到压力指令值的水平的补偿,需要试错地决定常数,存在为了对压力下降进行补偿而需要工作量这一问题。
2、本发明就是鉴于上述情况而提出的,其目的在于得到能够容易地对压力下降进行补偿的模具缓冲控制装置。
3、为了解决上述课题,并达到目的,本发明是以伺服电动机为驱动源,对针对冲压机械的滑块产生压力或者力的模具缓冲机构进行控制,该模具缓冲控制装置具有压力指令生成部,其输出在模具缓冲机构和滑块之间产生的压力或者力的指令即第1压力指令。另外,模具缓冲控制装置具有偏差预测部,其取得在模具缓冲机构和滑块之间产生的压力或者力的信息而作为检测压力,并且基于滑块的平移加速度、对模具缓冲机构的压力或者力进行控制时使用的控制参数及伺服电动机旋转1周的模具缓冲移动量,对在按照第1压力指令对模具缓冲机构进行了控制的情况下产生的第1压力指令下的压力或者力和检测压力之差即压力偏差进行预测,作为校正压力指令而输出。另外,模具缓冲控制装置具有:压力指令校正部,其通过校正压力指令对第1压力指令进行校正,由此对第2压力指令进行计算;以及压力控制部,其对使检测压力追随于第2压力指令的速度指令进行计算,将速度指令输出至速度控制部,该速度控制部将与速度指令相对应的驱动电流输出至伺服电动机。
4、发明的效果
5、本发明所涉及的模具缓冲控制装置,具有能够容易地对压力下降进行补偿这一效果。
技术特征:
1.一种模具缓冲控制装置,其以伺服电动机作为驱动源,对针对冲压机械的滑块产生压力或者力的模具缓冲机构进行控制,
2.根据权利要求1所述的模具缓冲控制装置,其特征在于,
3.根据权利要求1或2所述的模具缓冲控制装置,其特征在于,
4.根据权利要求3所述的模具缓冲控制装置,其特征在于,
5.根据权利要求4所述的模具缓冲控制装置,其特征在于,
6.根据权利要求1至5中任一项所述的模具缓冲控制装置,其特征在于,
7.根据权利要求1至5中任一项所述的模具缓冲控制装置,其特征在于,
8.一种模具缓冲控制方法,其以伺服电动机为驱动源,对针对冲压机械的滑块产生压力或者力的模具缓冲机构进行控制,
9.一种模具缓冲控制程序,以伺服电动机为驱动源,对针对冲压机械的滑块产生压力或者力的模具缓冲机构进行控制,
技术总结
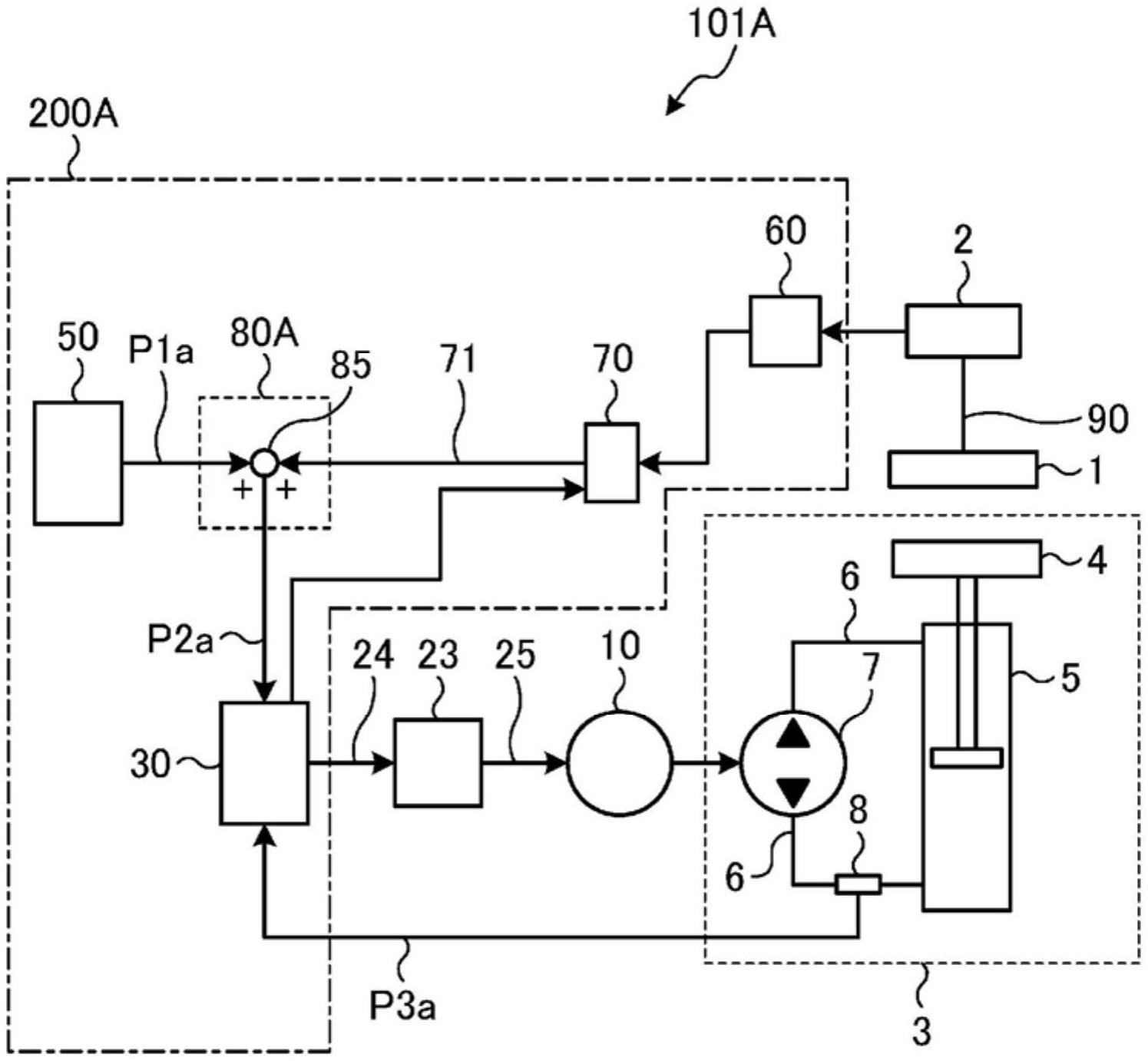
对模具缓冲机构(3)进行控制的模具缓冲控制装置(200A)具有:压力指令生成部(50),其输出在模具缓冲机构和滑块(1)之间产生的压力或者力的第1压力指令(P1a);偏差预测部(70),其取得产生的压力或者力而作为检测压力(P3a),并且基于滑块的平移加速度、模具缓冲机构的控制参数及伺服电动机旋转1周的模具缓冲移动量,对在按照第1压力指令对模具缓冲机构进行了控制的情况下产生的第1压力指令下的压力或者力和检测压力之差即压力偏差进行预测,作为校正压力指令(71)而输出;压力指令校正部(80A),其通过校正压力指令对第1压力指令进行校正,由此对第2压力指令(P2a)进行计算;以及压力控制部(30),其对使检测压力追随于第2压力指令的速度指令进行计算而输出至速度控制部(23)。
技术研发人员:上田浩一郎,马原功次
受保护的技术使用者:三菱电机株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!