复合加工机的制作方法
本发明涉及复合加工机。
背景技术:
1、在专利文献1的技术中,对圆筒状的基材进行基于激光金属沉积(lmd:lasermetal deposition)的堆焊加工,对形成的堆焊部进行磨削。其结果是,在圆筒状的基材的表面形成由碳化钨、铬构成的硬质金属覆膜。
2、硬质金属的覆膜的磨削并不容易。因此,以往在硬质金属的覆膜的磨削中使用了专用的磨床。在专利文献1的技术中,按顺序执行以下的处理。将圆筒状的基材安装于执行lmd的装置。使圆筒状的基材旋转并且对基材执行lmd。从执行lmd的装置取下圆筒状的基材。将圆筒状的基材安装在用于对硬质金属的覆膜进行磨削的专用磨床。在磨床中,使圆筒状的基材旋转并且对基材的堆焊部的表面进行磨削。
3、专利文献1:日本特开2017-110239号公报
4、在上述技术中,进行基材向执行lmd的装置的安装、基材从执行lmd的装置的取下、基材向专用磨床的安装。因此,在该期间,需要加工装置间的基材的搬运和安排作业。因此,无法高效地进行在工件的表面形成附加部,并通过去除加工将该附加部成型的处理。
技术实现思路
1、本发明能够作为以下的形态实现。
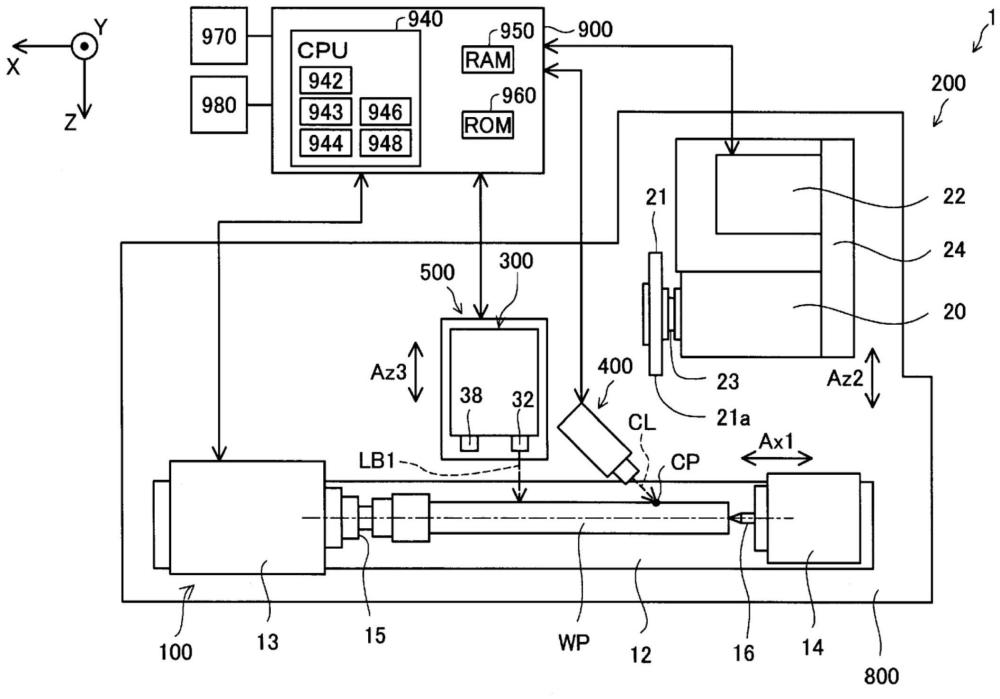
2、(1)根据本发明的一个形态,提供一种复合加工机。该复合加工机具备:保持部,其能够保持工件;去除加工部,其对被上述保持部保持的上述工件进行去除加工,并能够进行硬质材料的去除加工;附加制造部,其向被上述保持部保持的上述工件的表面供给硬质材料并且使上述硬质材料熔融,由此使上述硬质材料附着于上述表面;以及控制部,其控制上述复合加工机。上述控制部控制上述附加制造部,在被上述保持部保持的上述工件的上述表面形成上述硬质材料的附加部,控制上述去除加工部,对在被上述保持部保持的上述工件上形成的上述附加部进行去除加工。
3、根据这样的实施方式,能够进行对工件的表面的硬质材料的附加部的形成、以及针对附加部的去除加工而不进行工件的取下以及再次的安装。因此,与用不同的装置进行对工件的表面的附加部的形成、以及针对附加部的去除加工的实施方式相比,能够高效地进行在工件的表面形成附加部并通过去除加工将该附加部成型的处理。
4、(2)在上述形态的复合加工机中,也可以设为以下实施方式,即、上述附加制造部具备:材料供给部,其作为上述硬质材料供给超硬合金的粉末;第一光束照射部,其照射使上述超硬合金的粉末熔融的第一光束;以及第二光束照射部,其照射第二光束,上述控制部控制上述附加制造部,向上述材料供给部供给上述粉末,使上述第一光束照射部朝向上述粉末照射上述第一光束,由此作为上述附加部,使上述熔融后的上述超硬合金附着在上述表面,使上述第二光束照射部朝向上述熔融后的上述超硬合金照射上述第二光束,由此降低上述熔融后的上述超硬合金的温度的下降速度。
5、根据这样的实施方式,与不朝向熔融后的超硬合金照射第二光束的实施方式相比,能够减少在形成于工件的附加部中产生骤冷裂纹的可能性。
6、(3)在上述形态的复合加工机中,也可以设为以下实施方式,即、上述控制部控制上述附加制造部,使上述第二光束照射部朝向上述熔融后的上述超硬合金照射上述第二光束,由此将上述下降速度保持在540℃/秒以下。
7、根据这样的实施方式,能够并在工件的表面形成超硬合金的附加部而不会在工件的附加部中产生骤冷裂纹,并对该附加部进行去除加工。能够在工件的表面形成超硬合金的形状精度高的附加部。
8、(4)在上述形态的复合加工机中,也可以设为以下实施方式,即、使上述硬质材料附着于被上述保持部保持的上述工件的上述表面,由此形成作为上述附加部的附加层,上述去除加工部具备磨石,使上述磨石一边旋转一边与被上述保持部保持的上述工件接触,由此进行磨削。
9、根据这样的实施方式,能够通过对所形成的附加层进行磨削,在工件的表面形成形状精度高的附加层。
10、(5)在上述形态的复合加工机中,也可以设为以下实施方式,即、上述控制部控制上述附加制造部,以足以承受由上述去除加工部进行的去除加工的厚度,在上述工件的上述表面形成上述附加层。
11、根据这样的实施方式,不需要准备具有在去除加工中支持附加层的程度的硬度的工件。因此,作为工件,无论制造工序的去除加工的内容如何,都能够准备符合工件的使用目的硬度的工件。
12、(6)在上述形态的复合加工机中,也可以设为以下实施方式,即、上述控制部控制上述附加制造部,以足以承受将上述工件用作制品时的最大负载的假定值的厚度,在上述工件的上述表面形成上述附加层。
13、根据这样的实施方式,不需要准备具有将工件用作制品并受到负载时支持附加层的程度的硬度的工件。因此,作为工件,能够准备符合工件的使用目的硬度的工件。
14、(7)在上述形态的复合加工机中,也可以设为以下实施方式,即、上述控制部在针对上述附加层的去除加工之前,不进行上述工件的热处理。
15、根据这样的实施方式,与在去除加工之前,对工件进行第一光束照射部或者第二光束照射部的热处理的实施方式相比,能够缩短将附加层形成于工件的表面所需的时间。
16、(8)在上述形态的复合加工机中,也可以设为以下实施方式,即、上述控制部在上述附加层的形成之后,控制上述附加制造部的上述第一光束照射部和上述第二光束照射部中的至少一方,使上述附加层的表面的一部分熔融,由此能够修复位于上述附加层的上述表面的缺损。
17、根据这样的实施方式,能够改善工件的表面性状。因此,能够在工件的表面形成超硬合金的形状精度高的附加层。
18、本发明也可以以复合加工机以外的各种形态来实现。例如,能够以加工装置、加工装置的制造方法、加工装置的控制方法实现该控制方法的计算机程序、记录该计算机程序的非临时性记录介质等形态来实现。
技术特征:
1.一种复合加工机,其具备:
2.根据权利要求1所述的复合加工机,其中,
3.根据权利要求2所述的复合加工机,其中,
4.根据权利要求2或3所述的复合加工机,其中,
5.根据权利要求4所述的复合加工机,其中,
6.根据权利要求4所述的复合加工机,其中,
7.根据权利要求5或者6所述的复合加工机,其中,
8.根据权利要求4~7中任一项所述的复合加工机,其中,
技术总结
本发明涉及一种复合加工机。复合加工机具备:保持部,其能够保持工件;去除加工部,其对被上述保持部保持的上述工件进行去除加工,且能够进行硬质材料的去除加工;附加制造部,其对被上述保持部保持的上述工件的表面供给硬质材料并且使上述硬质材料熔融,由此将上述硬质材料附着在上述表面;以及控制部,其控制上述复合加工机。上述控制部控制上述附加制造部,在被上述保持部保持的上述工件的上述表面形成上述硬质材料的附加部,控制上述去除加工部,对在被上述保持部保持的上述工件上形成的上述附加部进行去除加工。
技术研发人员:田野诚,长滨贵也,臼田敬介,椎叶好一,加藤浩平,伊藤真里
受保护的技术使用者:株式会社捷太格特
技术研发日:
技术公布日:2024/4/8
- 还没有人留言评论。精彩留言会获得点赞!