一种不锈钢管无缝焊接工艺的制作方法
1.本发明提供一种不锈钢管无缝焊接工艺,属于金属加工领域。
背景技术:
2.目前,激光焊接技术是集激光技术、焊接技术、自动化技术、材料技术、机械制造技术及产品设计为一体的综合技术,比如洗衣机将激光无缝焊接技术应用在均动力洗衣机新品上,避免内桶缝隙和不平整的产生提高产品的可靠性从而提高了转速与脱水率。
3.现有焊接技术中氩弧焊虽被经常实用但效率低,二保焊效率高但是焊接面粗糙,电焊就更不用说了,飞溅大而且效果差。
4.现有的激光焊接对于异形不锈钢管的焊接容易焊透,影响密封性。
技术实现要素:
5.本发明一种不锈钢管无缝焊接工艺,提供的一种通过采用激光焊接,将不锈钢管进行整体无缝焊接,提高连接强度和密封性能。结构简单,使用方便。
6.本发明一种不锈钢管无缝焊接工艺针对的不锈钢管结构包括主体管、端连接螺纹、侧管、连接片、螺纹管,端连接螺纹对应置于主体管两端,主体管一侧设置有连通孔,侧管、螺纹管对应置于主体管一侧,且和连通孔对应,连接片连接两个侧管,且套置于螺纹管上,连接片和侧管之间为焊接;
7.本发明一种不锈钢管无缝焊接工艺步骤如下:
8.步骤一:截取不锈钢管,两端平整,并预留外倒角,在不锈钢管侧壁预钻孔,去除毛刺,获得主体管;
9.截取端连接螺纹胚料,加工外螺纹,截取不锈钢管,分别加工制备螺纹管、侧管,侧管低端设置有和主体管贴合的相贯线,侧管顶端面设置有沉孔,螺纹管底部设置有和主体管对应的相贯线,螺纹管口部设置有内螺纹;
10.步骤二:将主体管水平夹持固定,将侧管、螺纹管对应贴合在主体管上,且通过压力机进行压合,使得相贯线贴合,然后通过激光喷头进行焊接,将侧管、螺纹管和主体管对应焊接密封;
11.步骤三:将主体管竖直放置固定,将端连接螺纹对应放置在主体管端部,通过激光喷头进行焊接,对主体管一端的端连接螺纹进行焊接固定;
12.步骤四:将主体管翻转180
°
,进行另一端端连接螺纹的焊接;
13.步骤五:将连接片夹持固定,通过点焊接固定置于侧管之间;
14.所述步骤二中,对相贯线的焊接分为四段进行,通过将相贯线的峰谷点分割,进行逐一焊接;
15.所述激光喷头焊接为激光焊接机,所述激光焊接机的参数调节如下:
16.焊接主体的壁厚<3.0mm时,调整所述激光焊接机的所述当前后加热电流至109~111a;
17.当所述当前待焊接主体的壁厚为[3.0,4.0mm)时,所述激光焊接机加热电流选择119~ 121a;
[0018]
当所述当前待焊接主体的壁厚为[4.0mm,5.0mm)时,所述激光焊接机加热电流选择129~ 131a;
[0019]
当所述当前待焊接主体的壁厚≥5.0mm时,所述激光焊接机加热电流选择139~141a。
[0020]
有益效果:
[0021]
一、通过激光无缝焊接技术使超声波水表、热表管段各个模具件的位置更精确,管段表面更
[0022]
光滑。保证了超声波信号传播路线准确一致;
[0023]
二、提高水流在测量管内的流速,增强检测分辨率提高仪表测量精度;
[0024]
三、结构简单,使用方便。
附图说明
[0025]
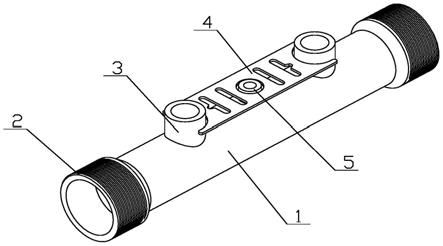
图1为本发明一种不锈钢管无缝焊接工艺的立体结构图。
[0026]
附图中:
[0027]
1、主体管;2、端连接螺纹;3、侧管;4、连接片;5、螺纹管。
具体实施方式
[0028]
下面结合附图对本发明进一步说明。
[0029]
根据图1所示:本发明一种不锈钢管无缝焊接工艺针对的不锈钢管结构包括主体管1、端连接螺纹2、侧管3、连接片4、螺纹管5,端连接螺纹2对应置于主体管1两端,主体管 1一侧设置有连通孔,侧管3、螺纹管5对应置于主体管1一侧,且和连通孔对应,连接片4 连接两个侧管3,且套置于螺纹管5上,连接片4和侧管3之间为焊接;
[0030]
本发明一种不锈钢管无缝焊接工艺步骤如下:
[0031]
步骤一:截取不锈钢管,两端平整,并预留外倒角,在不锈钢管侧壁预钻孔,去除毛刺,获得主体管1;
[0032]
截取端连接螺纹2胚料,加工外螺纹,截取不锈钢管,分别加工制备螺纹管5、侧管3,侧管3低端设置有和主体管1贴合的相贯线,侧管3顶端面设置有沉孔,螺纹管5底部设置有和主体管1对应的相贯线,螺纹管5口部设置有内螺纹;
[0033]
步骤二:将主体管1水平夹持固定,将侧管3、螺纹管5对应贴合在主体管1上,且通过压力机进行压合,使得相贯线贴合,然后通过激光喷头进行焊接,将侧管3、螺纹管5和主体管1对应焊接密封;
[0034]
步骤三:将主体管1竖直放置固定,将端连接螺纹2对应放置在主体管1端部,通过激光喷头进行焊接,对主体管1一端的端连接螺纹2进行焊接固定;
[0035]
步骤四:将主体管1翻转180
°
,进行另一端端连接螺纹2的焊接;
[0036]
步骤五:将连接片4夹持固定,通过点焊接固定置于侧管3之间,获得不锈钢管;
[0037]
所述步骤二中,对相贯线的焊接分为四段进行,通过将相贯线的峰谷点分割,进行逐一焊接;
[0038]
所述激光喷头焊接为激光焊接机,所述激光焊接机的参数调节如下:
[0039]
焊接主体的壁厚<3.0mm时,所述激光焊接机加热电流选择109~111a;
[0040]
当所述当前待焊接主体的壁厚为[3.0,4.0mm)时,所述激光焊接机加热电流选择119~ 121a;
[0041]
当所述当前待焊接主体的壁厚为[4.0mm,5.0mm)时,所述激光焊接机加热电流选择129~ 131a;
[0042]
当所述当前待焊接主体的壁厚≥5.0mm时,所述激光焊接机加热电流选择139~141a;
[0043]
所述侧管3壁厚为4-5mm,所述主体管1壁厚为小于3mm,所述端连接螺纹2壁厚大于 5mm。
[0044]
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
技术特征:
1.一种不锈钢管无缝焊接工艺,其特征在于:步骤如下步骤一:截取不锈钢管,两端平整,并预留外倒角,在不锈钢管侧壁预钻孔,去除毛刺,获得主体管(1);截取端连接螺纹(2)胚料,加工外螺纹,截取不锈钢管,分别加工制备螺纹管(5)、侧管(3),侧管(3)低端设置有和主体管(1)贴合的相贯线,侧管(3)顶端面设置有沉孔,螺纹管(5)底部设置有和主体管(1)对应的相贯线,螺纹管(5)口部设置有内螺纹;步骤二:将主体管(1)水平夹持固定,将侧管(3)、螺纹管(5)对应贴合在主体管(1)上,且通过压力机进行压合,使得相贯线贴合,然后通过激光喷头进行焊接,将侧管(3)、螺纹管(5)和主体管(1)对应焊接密封;步骤三:将主体管(1)竖直放置固定,将端连接螺纹(2)对应放置在主体管(1)端部,通过激光喷头进行焊接,对主体管(1)一端的端连接螺纹(2)进行焊接固定;步骤四:将主体管(1)翻转180
°
,进行另一端端连接螺纹(2)的焊接;步骤五:将连接片(4)夹持固定,通过点焊接固定置于侧管(3)之间,获得不锈钢管。2.根据权利要求1所述的一种不锈钢管无缝焊接工艺,其特征在于:所述步骤二中,对相贯线的焊接分为四段进行,通过将相贯线的峰谷点分割,进行逐一焊接。3.根据权利要求1所述的一种不锈钢管无缝焊接工艺,其特征在于:所述激光喷头焊接为激光焊接机,所述激光焊接机的参数调节如下:焊接主体的壁厚<3.0mm时,所述激光焊接机加热电流选择109~111a;当所述当前待焊接主体的壁厚为[3.0,4.0mm)时,所述激光焊接机加热电流选择119~121a;当所述当前待焊接主体的壁厚为[4.0mm,5.0mm)时,所述激光焊接机加热电流选择129~131a;当所述当前待焊接主体的壁厚≥5.0mm时,所述激光焊接机加热电流选择139~141a。4.根据权利要求1所述的一种不锈钢管无缝焊接工艺获得的不锈钢管,其特征在于:所述不锈钢管结构包括主体管(1)、端连接螺纹(2)、侧管(3)、连接片(4)、螺纹管(5),端连接螺纹(2)对应置于主体管(1)两端,主体管(1)一侧设置有连通孔,侧管(3)、螺纹管(5)对应置于主体管(1)一侧,且和连通孔对应,连接片(4)连接两个侧管(3),且套置于螺纹管(5)上,连接片(4)和侧管(3)之间为焊接。5.根据权利要求4所述的一种不锈钢管无缝焊接工艺获得的不锈钢管,其特征在于:所述侧管(3)壁厚为4-5mm。6.根据权利要求4所述的一种不锈钢管无缝焊接工艺获得的不锈钢管,其特征在于:所述主体管(1)壁厚为小于3mm。7.根据权利要求4所述的一种不锈钢管无缝焊接工艺获得的不锈钢管,其特征在于:所述端连接螺纹(2)壁厚大于5mm。
技术总结
本发明提供一种不锈钢管无缝焊接工艺,属于金属加工领域。包括主体管、端连接螺纹、侧管、连接片、螺纹管,端连接螺纹对应置于主体管两端,主体管一侧设置有连通孔,侧管、螺纹管对应置于主体管一侧,且和连通孔对应,连接片连接两个侧管,且套置于螺纹管上,连接片和侧管之间为焊接,采用激光焊接,通过激光无缝焊接技术使超声波水表、热表管段各个模具件的位置更精确,管段表面更光滑。保证了超声波信号传播路线准确一致。播路线准确一致。播路线准确一致。
技术研发人员:高峰 张海华 徐仲美
受保护的技术使用者:河北茵斯托曼电子科技有限公司
技术研发日:2022.01.05
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1