一种基于GTAW增材制造铝合金的水浴装置及使用方法
本发明属于增材制造,特别是涉及一种基于gtaw增材制造铝合金水浴装置及使用方法。
背景技术:
1、钨极氩弧焊(gas tungsten arc welding,gtaw)是一种以钨材料或钨合金材料做电极,在惰性气体保护下进行的焊接。gtaw是一种应用非常普遍的焊接方法,其具有的优点是:可以精确控制焊接热输入、设备成本低、操作简单。gtaw被广泛应用于增材制造领域(waam)。电弧增材制造(wirearc additive manufacturing,waam)具有制造速率快、设备简单、材料利用率高等特点,适用于中大型结构部件的加工制造,因此以铝合金为填充材料的电弧增材制造技术近年来受到广泛的关注。但也存在一些不足,如工件冶金性能较差,主要体现在组织粗大以及易产生焊接气孔、裂纹等缺陷。这些不足严重影响了工件质量和成型精度。因此如何能够改善waam的工件质量备受关注。
2、过冷度是指在一定压力下冷凝水的温度与相应压力下饱和温度的差值,或是指物质 (如金属、合金、晶体)的理论结晶温度tcrystalize与实际给定的结晶现场温度tcurrent的差值,即△t=tcyrstalize-tcurrent(合金的过冷度等于其相图中液相线温度与实际结晶温度的差值)。过冷度的大小影响组织形貌和结晶类型。随着冷却速度的增加,过冷度也会增加。在具有较大的过冷度的情况下,形核率的增加比晶核长大的速度更快从而可以获得更细晶粒。然而,传统的方法是在空气中自然冷却或者风冷,这样无法获得较大的过冷度,从而导致增材件晶粒长大、组织粗大,力学性能较差。因此如何保证增材过程中,能够获得较大的过冷度,是当前gtaw增材制造发展的方向。
技术实现思路
1、本发明为了解决现有技术中冷却速度慢的问题,提出一种基于gtaw增材制造铝合金水浴装置及使用方法。
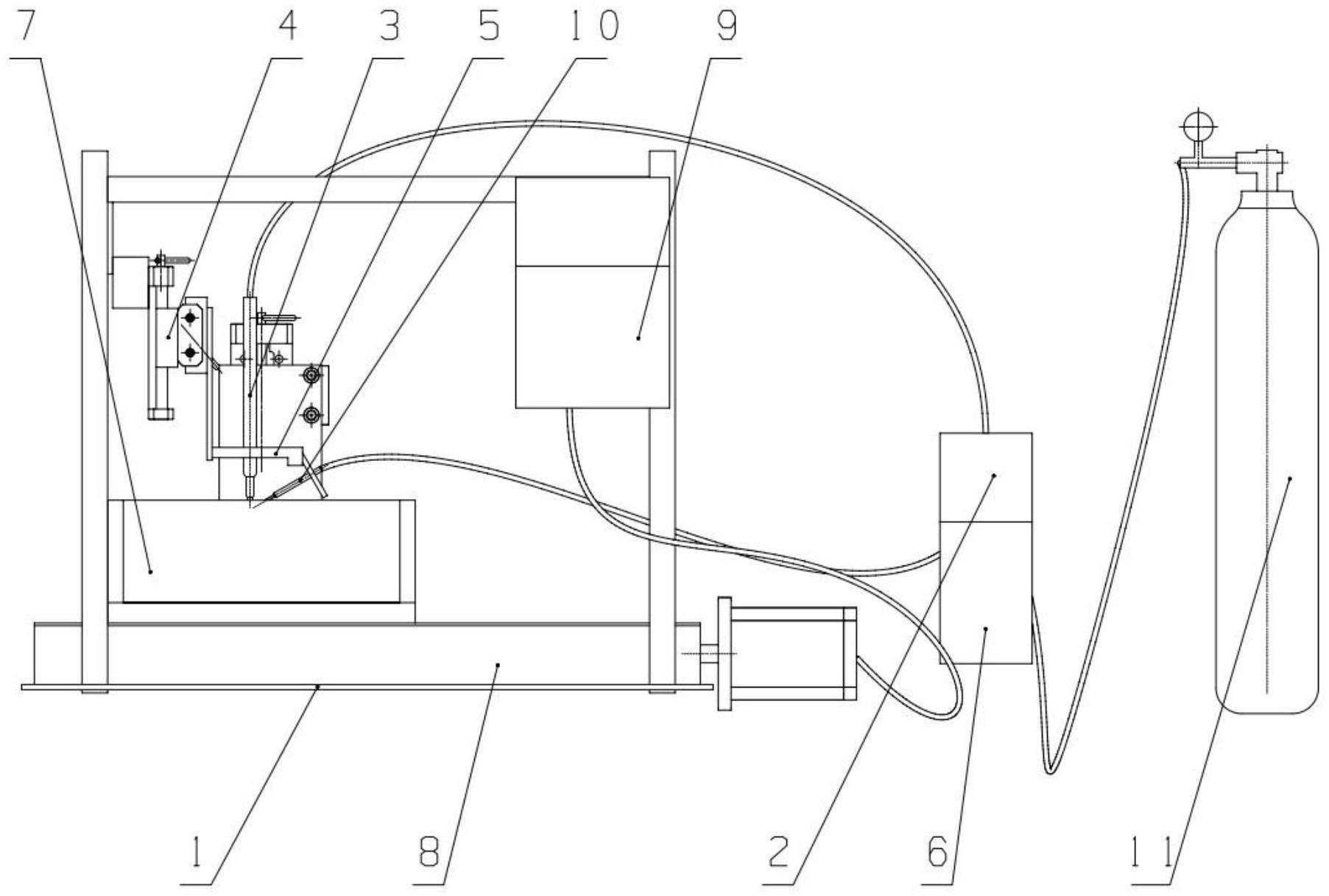
2、为实现上述目的,本发明采用以下技术方案:一种基于gtaw增材制造铝合金水浴装置,包括焊接平台、焊机、gtaw焊枪、焊枪二维移动平台、送丝机、水浴冷却装置、移动工作台、移动工作台控制箱、送丝嘴和氩气瓶,所述焊枪二维移动平台与焊接平台固定连接,所述水浴冷却装置与移动工作台固定连接,通过移动工作台实现水浴冷却装置的移动,所述焊枪二维移动平台与焊接平台固定连接,所述gtaw焊枪与焊枪二维移动平台固定连接,通过焊枪二维移动平台实现gtaw焊枪的二维调节,所述送丝机通过送丝管与送丝嘴固定连接,所述送丝嘴与焊枪二维移动平台固定连接,实现送丝嘴和gtaw 焊枪的同步移动,所述移动工作台与焊接平台固定连接,所述移动工作台通过导线与移动工作台控制箱相连,通过移动工作台控制箱实现移动工作台的运动控制,所述gtaw焊枪通过导线与焊机相连。
3、更进一步地,所述水浴冷却装置包括升降装置、支撑板、母材托板、水槽、压板,所述升降装置通过支撑板与水槽固定连接,所述母材托板通过螺栓螺母与升降装置相连,所述压板通过螺栓与母材托板相连,用于压紧母材。
4、更进一步地,所述支撑板与母材托板均为绝缘材料制成。
5、更进一步地,所述升降装置控制母材托板升降,从而控制水浴高度。
6、更进一步地,所述gtaw焊枪通过夹具与焊枪二维移动平台相连。
7、更进一步地,所述焊接平台上设置有压力传感装置和电子屏幕,所述压力传感装置精度为±5n。
8、更进一步地,所述焊枪二维移动平台和升降装置的位移精度均为±0.01mm。所述焊枪二维移动平台速度调节范围为0-1000mm/s,调节精度为0.01mm/s。
9、更进一步地,所述送丝机包括手动送丝和自动送丝两种模式,送丝速度范围为 1-500cm/min,送丝开关与gtaw焊枪开关串联,实现送丝和引弧同步控制。
10、更进一步地,所述焊机包括直流模式和交流模式,增材铝合金材料为交流模式。
11、本发明还提供了一种基于gtaw增材制造铝合金水浴装置的使用方法,包括以下步骤,
12、步骤一:清除工件基板表面氧化膜,将基板放在工件绝缘托板的合适位置,再将工件绝缘托板通过压板压紧。
13、步骤二:调节焊枪二维移动平台,确定钨极高度,即电极尖端距母材表面的距离,调节精度为±0.01mm;
14、步骤三:调节移动工作台控制箱控制焊接起点的位置,设置焊接速度,调整并确定焊机的模式和参数,通保护气;
15、步骤四:通过移动工作台控制箱的自动开关启动移动工作台,随后打开gtaw焊枪的开关,进行引弧和送丝,开始进行增材工作,形成单道焊道后,关闭自动开关,调节升降装置,控制涉水深度,实现极速冷却;
16、步骤五:通过移动工作台控制箱调整焊枪回到起点位置,重复步骤四,进行剩余道堆焊。
17、步骤六:增材加工完成时,同时关闭焊机、移动工作台控制箱电源和送丝机电源,关闭保护气,工作结束。
18、有益效果
19、与现有技术相比,本发明的有益效果是:本发明解决了原有的增材冷却工艺技术中,冷却速度慢,过冷度低,容易出现组织粗大,力学性能不佳的问题。
20、本发明提出了水浴冷却,即在增材过程中水冷的方法,从而实现达到较大过冷度的效果。水冷作为一种快速冷却方式,在增材金属冷却过程中可以产生较大的过冷度,起到细化晶粒、改善组织和提高金属件力学性能的作用。本发明通过水冷装置与焊枪二维移动平台实现了增材过程中的水冷,保证了形成较大过冷度。
技术特征:
1.一种基于gtaw增材制造铝合金水浴装置,其特征在于:包括焊接平台(1)、焊机(2)、gtaw焊枪(3)、焊枪二维移动平台(4)、送丝机(6)、水浴冷却装置(7)、移动工作台(8)、移动工作台控制箱(9)、送丝嘴(10)、氩气瓶(11),所述水浴冷却装置(7)与移动工作台(8)固定连接,通过移动工作台(8)实现水浴冷却装置(7)的移动,所述焊枪二维移动平台(4)与焊接平台(1)固定连接,所述gtaw焊枪(3)与焊枪二维移动平台(4)固定连接,通过焊枪二维移动平台(4)实现gtaw焊枪(3)的二维调节,所述送丝机(6)通过送丝管与送丝嘴(10)固定连接,所述送丝嘴(10)与焊枪二维移动平台(4)固定连接,实现送丝嘴(10)和gtaw焊枪(3)的同步移动,所述氩气瓶(11)通过气管与gtaw焊枪(3)相连,所述移动工作台(8)与焊接平台(1)固定连接,所述移动工作台(8)通过导线与移动工作台控制箱(9)相连,通过移动工作台控制箱(9)实现移动工作台(8)的运动控制,所述gtaw焊枪(3)通过导线与焊机(2)相连。
2.根据权利要求1所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述水浴冷却装置(7)包括升降装置(7-1)、支撑板(7-2)、母材托板(7-3)、水槽(7-4)、压板(7-5),所述升降装置(7-1)通过支撑板(7-2)与水槽(7-4)固定连接,所述母材托板(7-3)通过螺栓螺母与升降装置(7-1)相连,所述压板(7-5)通过螺栓与母材托板(7-3)相连,用于压紧母材。
3.根据权利要求2所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述支撑板(7-2)与母材托板(7-3)均为绝缘材料制成。
4.根据权利要求2所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述升降装置(7-1)控制母材托板(7-3)升降,从而控制水浴高度。
5.根据权利要求1所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述gtaw焊枪(3)通过夹具(5)与焊枪二维移动平台(4)相连。
6.根据权利要求1所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述焊接平台(1)上设置有压力传感装置和电子屏幕,所述压力传感装置精度为±5n。
7.根据权利要求1所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述焊枪二维移动平台(4)和升降装置(7-1)的位移精度均为±0.01mm,所述焊枪二维移动平台(4)的速度调节范围为0-1000mm/s,调节精度为0.01mm/s。
8.根据权利要求1所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述送丝机(6)包括手动送丝和自动送丝两种模式,送丝速度范围为1-500cm/min,送丝开关与gtaw焊枪(3)开关串联,实现送丝和引弧同步控制。
9.根据权利要求1所述的一种基于gtaw增材制造铝合金水浴装置,其特征在于:所述焊机(2)包括直流模式和交流模式,增材铝合金材料为交流模式。
10.一种如权利要求1-9任意一项所述的基于gtaw增材制造铝合金水浴装置的使用方法,其特征在于:包括以下步骤,
技术总结
本发明提出了一种基于GTAW增材制造铝合金水浴装置及使用方法,属于焊接冶金技术领域。解决原有的GTAW增材制造过程中,堆积零件热积累严重,边缘形态与成形尺寸控制困难,直接影响零件的冶金结合强度、堆积尺寸精度和表面质量的问题。它包括焊接平台、GTAW焊枪、焊枪二维移动平台、送丝机、水浴冷却装置、移动工作台和移动工作台控制箱,本发明主要用于GTAW增材制造合金水浴冷却,即在增材过程中水冷的方法,从而实现达到较大过冷度的效果。水冷作为一种快速冷却方式,在增材金属冷却过程中可以产生较大的过冷度,起到细化晶粒、改善组织和提高金属件力学性能的作用。本发明通过水冷装置与焊枪二维移动平台实现了增材过程中的水冷,保证了形成较大过冷度。
技术研发人员:陈超,孙国瑞,冯天亭,张慧婧
受保护的技术使用者:东北林业大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!