一种优良塑性SWRH82B盘条的生产方法与流程
一种优良塑性swrh82b盘条的生产方法
技术领域
1.本发明涉及冶金及金属材料领域,尤其涉及一种优良塑性swrh82b盘条的生产方法。
背景技术:
2.对swrh82b高碳硬线盘条而言,不但要求其具有较高的强度还要求其具有优良的塑性,但是国内其它钢厂生产的swrh82b盘条,普遍存在轧后初验性能低的问题,尤其大规格swrh82b(直径大于12.5mm的线材盘条)塑性问题尤为明显。
技术实现要素:
3.为了解决上述技术问题,本发明的目的是提供一种优良塑性swrh82b盘条的生产方法,提高其力学性能。
4.为解决上述技术问题,本发明采用如下技术方案:
5.本发明一种优良塑性swrh82b盘条的生产方法,包括:
6.1)、转炉生产
7.转炉终点钢水的碳含量、磷含量及出钢温度如下:
8.出钢温度1630-1650℃;碳含量0.06-0.15%;磷含量0.011-0.020%;
9.2)、lf炉生产
10.精炼就位温度1504-1581℃;精炼离位温度1557-1605℃;精炼处理时间30-56min;
11.3)、vd炉生产
12.要求vd炉冶炼的深真空时间都大于15min;
13.软吹时间10-14min;软吹流量20-99nl/min;上台温度1513-1550℃;
14.4)、连铸生产
15.连铸生产中过热度控制在20-32℃之间,拉速在0.6m/min-0.75m/min之间;
16.5、轧制
17.将断面为280mm
×
380mm的大方坯轧制为断面为152mm
×
152mm的方坯后,送到高线轧制;钢坯在加热炉内加热时间大于2小时,钢坯开轧温度在1130℃-1170℃的范围内,对线材进行控冷轧制,轧制的线材规格为ф13mm和ф15mm。
18.进一步的,所述盘条的化学成分按照质量百分比计算包括:c:0.79-0.83%、si:0.17-0.34%、mn:0.73-0.87%、cr+v:0.33-0.42%、al:0.001-0.007%、p:0.013-0.025、s:0.008-0.020,其余为fe及不可避免的杂质。
19.与现有技术相比,本发明的有益技术效果:
20.本发明采用大方坯轧制成小方坯,然后再轧制盘条,通过大的压缩比保证了盘条内部晶体组织的致密性,为提高盘条最终的塑性提供了保障。
具体实施方式
21.工业试验生产工艺简述如下:
22.转炉冶炼—(lf)钢包炉精炼—(vd)真空脱气—大方坯连铸(280mm
×
380mm)—轨梁开坯(152mm
×
152mm)—高线轧制。
23.工业试生产了20炉钢,具体的工艺参数控制如下:
24.1)转炉生产
25.转炉终点钢水的碳含量、磷含量及出钢温度如表4所示。
26.表4大规格82b钢转炉出钢的成分及温度
[0027] 出钢温度,℃出钢碳含量,%出钢磷含量,%最小值16310.060.011最大值16470.150.020平均值16380.110.16
[0028]
2)lf炉生产
[0029]
表5大规格82b钢精炼lf炉温度控制
[0030] 精炼就位温度,℃精炼离位温度,℃精炼处理时间,min最小值1504155730最大值1581160556平均值1519156440
[0031]
3)vd炉生产
[0032]
要求vd炉冶炼的深真空时间都大于15min,其它工艺参数见表6。
[0033]
表6大规格82b钢精炼vd炉工艺控制
[0034] 软吹时间,min软吹流量,nl/min上台温度,℃最小值10201513最大值14991550平均值11651518
[0035]
4)连铸生产
[0036]
连铸生产中过热度控制在20-32℃之间,拉速在0.6m/min-0.75m/min之间,钢水的成分控制如表7所示。
[0037]
表7大规格82b钢成品成分
[0038] csimncr+valps最小值0.790.170.730.330.0010.0130.008最大值0.830.340.870.420.0070.0250.020平均值0.810.290.820.380.0050.0210.015
[0039]
4)轧钢生产
[0040]
断面为280mm
×
380mm的大方坯轧制为断面为152mm
×
152mm的方坯后到高线轧制。钢坯在加热炉内加热时间大于2小时,钢坯开轧温度在1130℃-1170℃的范围内,对线材进行控冷轧制。
[0041]
5)性能检验
[0042]
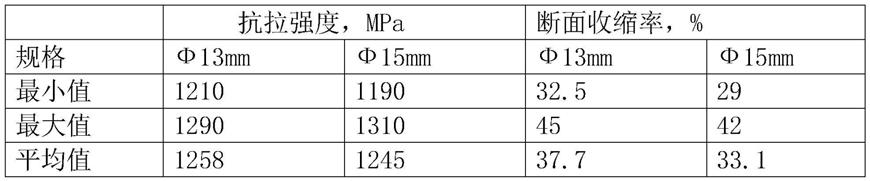
表8大规格82b钢的初验性能检测结果(ф13mm和ф15mm各10炉)
[0043][0044]
由表8可见,试验的20炉钢初验面缩率均值均在30%以上,而相比其它钢厂大规格swrh82b初验面缩率均小于20%,通过二火成材工艺保证了成品盘条塑性的大幅提升。
[0045]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种优良塑性swrh82b盘条的生产方法,其特征在于,包括:1)、转炉生产转炉终点钢水的碳含量、磷含量及出钢温度如下:出钢温度1630-1650℃;碳含量0.06-0.15%;磷含量0.011-0.020%;2)、lf炉生产精炼就位温度1504-1581℃;精炼离位温度1557-1605℃;精炼处理时间30-56min;3)、vd炉生产要求vd炉冶炼的深真空时间都大于15min;软吹时间10-14min;软吹流量20-99nl/min;上台温度1513-1550℃;4)、连铸生产连铸生产中过热度控制在20-32℃之间,拉速在0.6m/min-0.75m/min之间;5、轧制将断面为280mm
×
380mm的大方坯轧制为断面为152mm
×
152mm的方坯后,送到高线轧制;钢坯在加热炉内加热时间大于2小时,钢坯开轧温度在1130℃-1170℃的范围内,对线材进行控冷轧制,轧制的线材规格为ф13mm和ф15mm。2.根据权利要求1所述的优良塑性swrh82b盘条的生产方法,其特征在于,所述盘条的化学成分按照质量百分比计算包括:c:0.79-0.83%、si:0.17-0.34%、mn:0.73-0.87%、cr+v:0.33-0.42%、al:0.001-0.007%、p:0.013-0.025、s:0.008-0.020,其余为fe及不可避免的杂质。
技术总结
本发明公开了一种优良塑性SWRH82B盘条的生产方法,包括:1)、转炉生产;2)、LF炉生产;3)、VD炉生产,要求VD炉冶炼的深真空时间都大于15min;软吹时间10-14min;软吹流量20-99Nl/min;上台温度1513-1550℃;4)、连铸生产;5、轧制,将断面为280mm
技术研发人员:吕刚 赵晓敏 杨鲁明 白月琴 王刚
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:2022.01.26
技术公布日:2022/5/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1