一种真空环境下爆炸复合管高效制备方法
1.本发明属于爆炸焊接领域,涉及一种真空环境下爆炸复合管高效制备方法。
背景技术:
2.现如今,由于各行业的特殊需求及工作环境差异,单一金属材料已经无法满足工业生产对于多金属特性的需求。由两种或多种不同金属制成的多金属复合材料由于其密度低、机械性能高且耐腐蚀性强,已经成为了工业生产中已经成为了不可替代的部分。作为一种常见的焊接方法,爆炸焊接已被广泛应用于多金属复合材料的制备中。其利用炸药爆炸所产生的冲击力加速复层材料,使复层材料在短时间内与基层材料高速碰撞产生高温高压,从而达到焊接复合的效果。这种特点使得传统爆炸焊接具有极快的制备速度及复合多种不同性质金属的能力,但同时也带来了部分不容忽视的问题。
3.传统爆炸焊接中待焊接材料之间存在未排净的空气间隙,这在复合过程中会降低焊接材料的结合质量,严重时甚至会导致基复材料完全失去结合能力。传统爆炸焊接中常使用外爆法装配炸药,这种装药方式对炸药能量的利用率较低,且难以加工部分厚度极薄的金属管材,具有一定的局限性。而当工作环境产生变化时如水下环境、太空环境等,传统爆炸焊接法就失去了其普适性。
技术实现要素:
4.本发明提供了一种真空环境下爆炸复合管高效制备方法,目的在于消除空气间隙对焊接材料结合质量的负面影响,降低炸药与待复合管材直接接触所引起的复合材料表面烧蚀损伤,同时为特殊环境下的金属复合作业提供一种新思路,提高焊接过程中的炸药利用率。
5.本发明所采用的技术方案是一种真空环境下爆炸复合管高效制备方法,其内容步骤包括以下方面:
6.1)将金属管1、金属管2、小尺寸pvc管、大尺寸pvc管、金属管3、金属管4由内至外同轴设置;
7.2)于小尺寸pvc管和大尺寸pvc管之间填充专用炸药与雷管,构成爆炸装置;
8.3)将金属管2、3和爆炸装置之间注满水,构建一种不可压缩的水环境;
9.4)将待复合材料、爆炸装置与水环境整体置入真空仓中并抽真空,构建真空环境;
10.5)遥控引爆爆炸装置使金属材料牢固焊接,得到两组高质量爆炸复合管。
11.传统爆炸焊接对炸药的利用率较低,每次只能产出一组复合管材,效率不高。而待焊接材料之间所存在的空气间隙不仅降低了焊接材料的结合质量,严重时甚至会导致基复材料完全失去结合能力。并且传统制备爆炸复合管多将炸药与待复合材料直接贴合接触,这极大的增加了爆炸复合棒表面受到灼烧损伤的可能性,导致产品质量受到严重影响。现今对各种金属材料的复合处理范围已衍生至太空环境、水下环境等特殊场景之中,如太空舱器械的维护、深海潜艇的部件修补等,而传统爆炸焊接法针对特殊环境处理金属复合问
题的能力较为薄弱。
12.本发明提供了一种真空环境下爆炸复合管高效制备方法,目的在于解决以上生产难点。其使用了真空仓将待复合材料与爆炸装置整体装入后抽真空,不仅有效杜绝了空气间隙对爆炸焊接过程产生的负面影响,且为特殊环境中处理金属复合问题提供了有效途径。而在金属管材与爆炸装置之间加装的不可压缩的水环境则充分降低了炸药与管壁直接接触所引起的材料表面烧蚀损伤,提高了产品质量。
附图说明
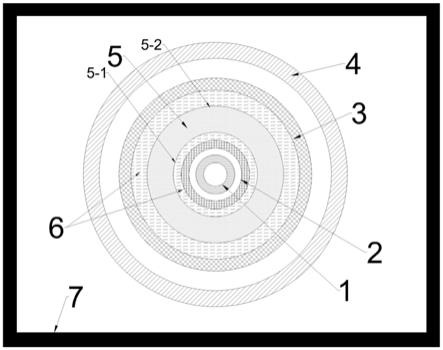
13.图1为本发明的二维结构图,包括金属管材、爆炸装置、水环境和真空环境的设置;
14.图2为本发明的三维结构图。
具体实施方式
15.以下结合附图对本发明的具体实施方式作详细说明。
16.结合附图给出,一种真空环境下爆炸复合管高效制备方法,包括以下步骤:
17.1)将金属管1、金属管2、小尺寸pvc管5-1、大尺寸pvc管5-2、金属管3、金属管4由内至外同轴设置;
18.2)于小尺寸pvc管5-1和大尺寸pvc管5-2之间填充专用炸药与雷管,构成爆炸装置5;
19.3)将金属管2、3和爆炸装置5之间注满水,构建一种不可压缩的水环境6;
20.4)将待复合材料、爆炸装置与水环境整体置入真空仓7中并抽真空,构建真空环境;
21.5)遥控引爆爆炸装置5使金属材料牢固焊接,得到两组高质量爆炸复合管。
22.与传统技术相比,本发明具有以下优点:
23.1)与传统制备爆炸复合棒技术相比,本发明引入了一种真空爆炸焊接环境,有效消除了焊接过程中空气层的负面影响,为太空环境、水底环境等特殊作业场景下的焊接工作提供了新思路。
24.2)本发明操作通俗易懂、制备方法简单,炸药的能量利用率较高,一次焊接能够同时生产两根爆炸复合管。
25.3)本发明于利用不可压缩的水环境降低了生产过程中待复合材料因受炸药爆炸影响产生表面烧蚀损伤的风险,使爆炸焊接法能够对薄壁管材进行高质量加工处理,可操作性更强。
技术特征:
1.一种真空环境下爆炸复合管高效制备方法,其特征在于,包括以下步骤:1)将金属管1、金属管2、小尺寸pvc管5-1、大尺寸pvc管5-2、金属管3、金属管4由内至外同轴设置;2)于小尺寸pvc管5-1和大尺寸pvc管5-2之间填充专用炸药与雷管,构成爆炸装置5;3)将金属管2、3和爆炸装置5之间注满水,构建一种不可压缩的水环境6;4)将待复合材料、爆炸装置与水环境整体置入真空仓7中并抽真空,构建真空环境;5)遥控引爆爆炸装置5使金属材料牢固焊接,得到两组高质量爆炸复合管。2.根据权利要求1所述的制备方法,其特征在于,所述爆炸装置5与所述金属管材2、金属管材3之间存在水环境。3.根据权利要求1所述的制备方法,其特征在于,所述金属管材1~4、爆炸装置5与水环境6应整体置入真空仓7中并抽真空,构成真空环境。4.根据权利要求1所述的制备方法,其特征在于,所述爆炸装置5由pvc管、爆炸复合用炸药、雷管构成;所述爆炸装置壁厚为7.3~22.5mm。5.根据权利要求1所述的制备方法,其特征在于,所述金属管材1壁厚为2.8~9.3mm;所述金属管材2壁厚为0.3~7.2mm;所述金属管材3壁厚为0.5~8.7mm;所述金属管材4壁厚为10~24mm。
技术总结
本发明提供了一种真空环境下爆炸复合管棒制备方法,包括:将金属管1和2、小尺寸pvc管、大尺寸pvc管、金属管3和4由内至外同轴设置;于小尺寸pvc管和大尺寸pvc管之间填充炸药与雷管,构成爆炸装置;将金属管2、3和爆炸装置之间注满水,构建水环境;将待复合材料、爆炸装置与水环境整体置入真空仓中并抽真空,构建真空环境;引爆爆炸装置使金属材料牢固焊接,得到两组高质量爆炸复合管。本发明所提供的真空环境下爆炸复合管高效制备方法,有效杜绝了传统制备方法中可能出现的复合管结合界面大面积熔化的现象,克服了传统方法无法加工薄壁管材的难题,为太空环境、水底环境等特殊作业场景下的焊接工作提供了新思路,充分提高了炸药利用率。率。率。
技术研发人员:缪广红 胡昱 汪泉 艾九英 祁俊翔 马秋月 孙志皓
受保护的技术使用者:安徽理工大学
技术研发日:2022.03.01
技术公布日:2022/4/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1