叉架类结构件产品加工方法与流程
1.本发明涉及机械制造技术领域,尤其涉及叉架类结构件产品加工方法。
背景技术:
2.叉架类零件包括杠杆、连杆、摇杆、拨叉、支架、轴承座等等零件,在机器或设备中主要起操纵、连接或支承作用;叉是操纵件,操纵其他零件变位,其运动就像晾晒衣服时用衣叉操纵衣架的移动一样;架是支承件,用以支持其他零件;叉架类零件多数形状不规则,结构较复杂,毛坯多为铸件,经多道工序加工而成,一般可分为工作部分、连接部分和支承部分,工作部分和支承部分细部结构较多,如圆孔、螺孔、油槽、油孔、凸台和凹坑等;连接部分多为肋板结构,且形状有弯曲、扭斜。为加工出满足设计要求且合格率高的产品,所以亟需一种叉架类结构件产品加工方法。
3.但是,现有的叉架类结构件产品加工方法,在加工时因无专用夹具,使用小面作为支靠进行磨削,加工过程尺寸保证不稳定,超差情况时有发生,质量状态不稳定,零件返修率高,报废率高,使用效果差。
技术实现要素:
4.本发明的目的是为了解决现有的叉架类结构件产品加工方法,在加工时因无专用夹具,使用小面作为支靠进行磨削,加工过程尺寸保证不稳定,超差情况时有发生,质量状态不稳定,零件返修率高,报废率高,使用效果差的缺点,而提出的叉架类结构件产品加工方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.叉架类结构件产品加工方法,包括以下步骤:
7.s1:领取棒料;
8.s2:第一步车工:主要车正s1中所述的外圆;
9.s3:无心磨:将s2中所述棒料外圆磨光,便于下一步工艺进行;
10.s4:超声波检查;
11.s5:固溶时效:使s4中所述棒料达到热处理要求;
12.s6:数车:对s5中所述棒料进行粗加工;
13.s7:第二步车工:通过车床对s6中所述棒料的端面进行加工,为后续装夹做准备;
14.s8:第一步铣工:通过铣床铣削s7中所述棒料的四方;
15.s9:第一步钳工:去除s8中所述棒料铣削的毛刺;
16.s10:磨工:磨削s9中所述棒料四方,保证形位公差要求,为后续装夹基准做准备;
17.s11:第二步铣工:铣削所述s10中棒料的倒角:
18.s12:数车:通过车床对s11中所述棒料削出螺纹;
19.s13:第三步铣工:铣削所述s12中棒料的两台阶面;
20.s14:第二步钳工:去除所述s13中棒料铣削的毛刺;
21.s15:第一步数铣:对s14中的棒料进行粗加工开孔,用于后续工艺定位;
22.s16:线切割:去除s15中所述棒料的插杆槽内余量,装配面留0.1mm余量磨削精加工;
23.s17:第三步钳工:去除s16中所述棒棒料中间凹槽内线,切割后表面重熔层直至金属基体光泽,释放线切割后零件表面应力;
24.s18:第二步数铣:对s17中所述棒料的孔进行精加工;
25.s19:槽磨:磨削s18中所述棒料安装平面,使用专用夹具、测具;
26.s20:平磨:精加工s19中所述棒料,使平行度为0.03mm的表面,设计凹槽型夹具,夹具上下两面之间的平行度在0.005mm以内;
27.s21:线切割:使用线切割加工外形弧面轮廓;
28.s22:第四步钳工:去除所有毛刺,锐边倒角;
29.s23:成品检测入库。
30.优选的,所述s1中棒料的型号为gh4169,尺寸为φ28*315mm。
31.优选的,零件加工涉及二十二道工序,其中热处理一道工序,无损检测一道工序,特种工艺两道工序,配备专用工装十三套。
32.优选的,所述s18中,保证尺寸为φ4.2mm(+0.03,0)的要求。
33.优选的,所述s4中超声波检查,主要检查s3中所述棒料是否有内部缺陷;
34.优选的,所述s14第二步钳工,去除毛刺后即可对产品进行标印。
35.本发明中,所述的叉架类结构件产品加工方法,摸索出特种加工线切割加工薄壁gh4169材料零件变形原因,为后续加工此类材料工艺路线编排提供经验;
36.本发明中,所述的叉架类结构件产品加工方法,解决了此类异形叉杆件加工过程装夹困难问题,为后续加工此类零件打开思路,即先保留圆弧曲面余量不加工作为工艺安装支靠面;
37.本发明解决了零件割开后叉口处向内凹陷的变形问题,零件加工合格率高,保证了产品质量,用户使用体验好,值得推广。
附图说明
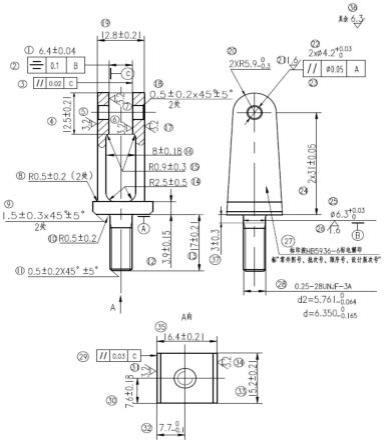
38.图1为本发明提出的叉架类结构件产品加工方法的产品图纸的结构示意图;
39.图2为本发明提出的叉架类结构件产品加工方法的s1图纸的结构示意图;
40.图3为本发明提出的叉架类结构件产品加工方法的s2图纸的结构示意图;
41.图4为本发明提出的叉架类结构件产品加工方法的s3图纸的结构示意图;
42.图5为本发明提出的叉架类结构件产品加工方法的s6图纸的结构示意图;
43.图6为本发明提出的叉架类结构件产品加工方法的s7图纸的结构示意图;
44.图7为本发明提出的叉架类结构件产品加工方法的s8图纸的结构示意图;
45.图8为本发明提出的叉架类结构件产品加工方法的s10图纸的结构示意图;
46.图9为本发明提出的叉架类结构件产品加工方法的s11图纸的结构示意图;
47.图10为本发明提出的叉架类结构件产品加工方法的s12图纸的结构示意图;
48.图11为本发明提出的叉架类结构件产品加工方法的s13图纸的结构示意图;
49.图12为本发明提出的叉架类结构件产品加工方法的s15图纸的结构示意图;
50.图13为本发明提出的叉架类结构件产品加工方法的s16图纸的结构示意图;
51.图14为本发明提出的叉架类结构件产品加工方法的s17图纸的结构示意图;
52.图15为本发明提出的叉架类结构件产品加工方法的s18图纸的结构示意图;
53.图16为本发明提出的叉架类结构件产品加工方法的s19图纸的结构示意图;
54.图17为本发明提出的叉架类结构件产品加工方法的s19专用夹具图纸的结构示意图;
55.图18为本发明提出的叉架类结构件产品加工方法的s19专用测具图纸的结构示意图;
56.图19为本发明提出的叉架类结构件产品加工方法的s20图纸的结构示意图;
57.图20为本发明提出的叉架类结构件产品加工方法的s20的成品效果图;
58.图21为本发明提出的叉架类结构件产品加工方法的s20的成品效果图;
59.图22为本发明提出的叉架类结构件产品加工方法的s21图纸的结构示意图。
具体实施方式
60.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
61.参照图1-22,本方案提供的一种实施例:叉架类结构件产品加工方法,包括以下步骤:
62.s1:领取棒料;
63.s2:第一步车工:主要车正s1中的外圆;
64.s3:无心磨:将s2中棒料外圆磨光,便于下一步工艺进行;
65.s4:超声波检查;
66.s5:固溶时效:使s4中棒料达到热处理要求;
67.s6:数车:对s5中棒料进行粗加工;
68.s7:第二步车工:通过车床对s6中棒料的端面进行加工,为后续装夹做准备;
69.s8:第一步铣工:通过铣床铣削s7中棒料的四方;
70.s9:第一步钳工:去除s8中棒料铣削的毛刺;
71.s10:磨工:磨削s9中棒料四方,保证形位公差要求,为后续装夹基准做准备;
72.s11:第二步铣工:铣削s10中棒料的倒角:
73.s12:数车:通过车床对s11中棒料削出螺纹;
74.s13:第三步铣工:铣削s12中棒料的两台阶面;
75.s14:第二步钳工:去除s13中棒料铣削的毛刺;
76.s15:第一步数铣:对s14中的棒料进行粗加工开孔,用于后续工艺定位;
77.s16:线切割:去除s15中棒料的插杆槽内余量,装配面留0.1mm余量磨削精加工;
78.s17:第三步钳工:去除s16中棒棒料中间凹槽内线,切割后表面重熔层直至金属基体光泽,释放线切割后零件表面应力;
79.s18:第二步数铣:对s17中棒料的孔进行精加工;
80.s19:槽磨:磨削s18中棒料安装平面,使用专用夹具、测具;
81.s20:平磨:精加工s19中棒料,使平行度为0.03mm的表面,设计凹槽型夹具,夹具上
下两面之间的平行度在0.005mm以内;
82.s21:线切割:使用线切割加工外形弧面轮廓;
83.s22:第四步钳工:去除所有毛刺,锐边倒角;
84.s23:成品检测入库。
85.参照图1,本实施例中,零件加工涉及二十二道工序,其中热处理一道工序,无损检测一道工序,特种工艺两道工序,配备专用工装十三套。
86.参照图2,本实施例中,s1中棒料的型号为gh4169,尺寸为φ28*315mm。
87.参照图15,本实施例中,s18中,保证尺寸为φ4.2mm(+0.03,0)的要求。
88.本实施例中,s4中超声波检查,主要检查s3中棒料是否有内部缺陷;
89.本实施例中,s14第二步钳工,去除毛刺后即可对产品进行标印。
90.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1