基于电弧增材制造制备全柱状晶镍基合金薄壁体的方法
本发明涉及一种全柱状晶inconel 625合金薄壁体的冷金属过渡的电弧增材制造方法,属于有色金属加工领域。
背景技术:
1、镍基625合金(inconel 625)具有良好的力学性能,较高的抗氧化、抗腐蚀性能,即使在高温、高压条件下各种性能依然表现优异,是制造航空航天发动机高温部件的关键材料之一。增材制造是一种可以直接将三维模型转化为实体零件的技术,解决了传统方法制备inconel 625零件成型难,成本高等一系列问题,极大提高了inconel 625的应用潜力。
2、inconel 625合金在大多数增材制造工艺过程中,由于熔池小、能量集中,生产的薄壁体不会出现粗大的且贯穿熔覆层界的柱状晶,一般出现等轴晶和柱状晶的混合结构,造成层边界晶粒和沉积层内部晶粒的形貌、尺寸差异巨大。而经过后热处理时,也很难消除层间的等轴晶晶界,获得均匀的柱状晶结构薄壁体。因此如何控制增材制造工艺参数,获得组织均匀的薄壁体也成为增材制造中的技术难点。
技术实现思路
1、本发明的目的是提出一种增材制造制备全柱状晶inconel 625合金薄壁体的方法,通过该方法,能获得纵向全柱状晶,有效的改善了inconel 625合金薄壁体内部晶粒结构不均匀,层边界晶粒和沉积层内部晶粒的形貌、尺寸差异巨大的问题,适用于工业化生产。
2、为解决上述技术问题,本发明的技术方案是:一种制备全柱状晶inconel 625合金薄壁体的方法,采用电弧增材制造,其具体步骤如下:
3、(1)将长方体q235碳钢合金板作为基材放置操作台;
4、(2)在所述q235长方体合金基板的表面进行单道多层次的冷金属过渡电弧增材制造,从而获得单道多层次inconel 625合金薄壁体。
5、进一步地,步骤(1)中,q235碳钢基板的尺寸为基板尺寸为200 mm × 150 mm ×16 mm (长 × 宽 × 高)。
6、进一步地,步骤(2)中,为了改善沉积薄壁体的质量,减小孔隙,进行单道多层次的冷金属过渡电弧增材制造过程中,层与层之间采取旋转180 o交替反向沉积的方式。
7、进一步地,步骤(2)中,冷金属过渡电弧增材制造过程中,层间冷却温度为25 ℃。
8、进一步地,步骤(2)中,冷金属过渡电弧增材制造过程中,送丝方式采用同轴送丝,焊丝采用直径1.2 mm的inconel 625丝材,控制焊接速度为13 mm/s,送丝速度为 8-9 m/min。
9、进一步地,步骤(2)中,冷金属过渡电弧增材制造采用arcal 33(70%ar+30%he的混合气体)作为保护气体,以防止在制造过程中焊缝沉积层被氧化。
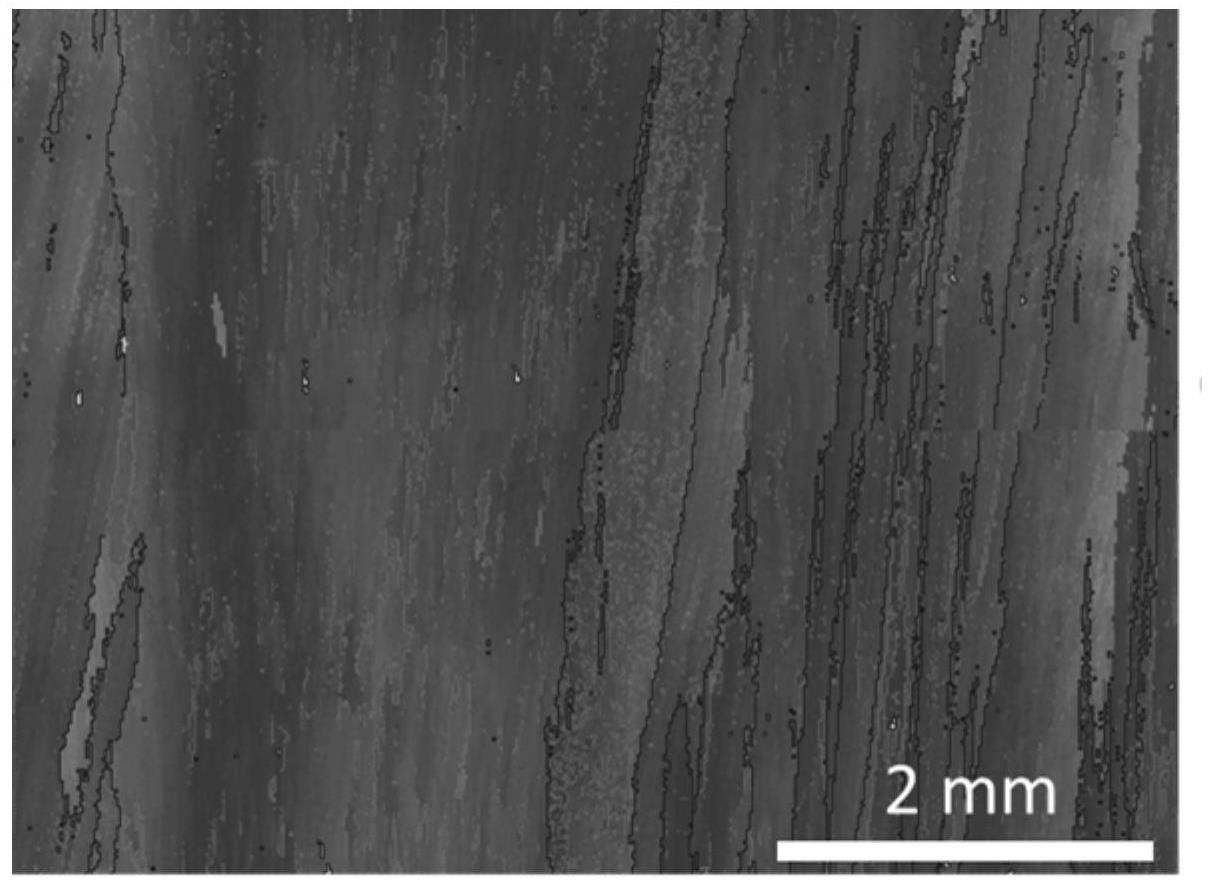
10、进一步地,制备的全柱状晶inconel 625合金薄壁体的长度为110-140 mm,高度50-70 mm;其内部平均柱状晶晶粒宽度为560-670 μm。
11、本发明与现有技术相比,其显著优点如下:
12、(1)本发明基于冷金属过渡电弧增材制造,通过调控工艺参数,借助层间温度的控制,得到了一种具备定向柱状晶且组织结构均匀的薄壁体,沉积效率高、设备简单,极大的降低了制造周期以及制造成本。
13、(2)本发明结合冷金属过渡技术利用电弧增材制造的方法制备了具有全柱状晶结构的inconel 625合金直壁体。由于冷金属过渡的电弧增材制造过程中熔池尺寸更大,冷却速度相对较慢,得到晶粒尺寸更大,根据inconel 625合金的凝固特点和增材制造逐层沉积的工艺特点,沉积过程中晶粒的生长方向更易沿着建筑方向外延生长,从而得到了粗大且均匀的柱状晶组织。
技术特征:
1.一种制备全柱状晶inconel 625合金薄壁体的方法,其特征在于,采用冷金属过渡电弧增材制造技术,其具体步骤如下:
2. 如权利要求1所述的方法,其特征在于,步骤(1)中,q235碳钢基板的尺寸为基板尺寸为200 mm × 150 mm × 16 mm。
3. 如权利要求1所述的方法,其特征在于,步骤(2)中,进行单道多层次的冷金属过渡电弧增材制造过程中,层与层之间采取旋转180 o交替反向沉积的方式。
4. 如权利要求1所述的方法,其特征在于,步骤(2)中,冷金属过渡电弧增材制造过程中,层间冷却温度为25 ℃。
5. 如权利要求1所述的方法,其特征在于,步骤(2)中,冷金属过渡电弧增材制造过程中,送丝方式采用同轴送丝,焊丝采用直径1.2 mm的inconel 625丝材,控制焊接速度为13mm/s,送丝速度为 8-9 m/min。
6. 如权利要求1所述的方法,其特征在于,步骤(2)中,冷金属过渡电弧增材制造采用arcal 33作为保护气体。
7. 如权利要求1所述的方法,其特征在于,制备的全柱状晶inconel 625合金薄壁体的长度为110-140 mm,高度50-70 mm;其内部平均柱状晶晶粒宽度为560-670 μm。
技术总结
本发明公开了一种制备全柱状晶Inconel 625合金薄壁体的方法,基于冷金属过渡的电弧增材制造技术,在Q235多晶钢板上制备Inconel 625单道多层次薄壁体,本发明通过调整送丝速度,合理选择焊接速度、层间冷却温度等工艺参数,便可制备得到全柱状晶结构Inconel 625合金薄壁体。制备的Inconel 625合金薄壁体均由柱状晶组成,且柱状晶尺寸较为均匀、细小,不仅有效的改善了增材制造方法制备Inconel 625合金薄壁体过程中晶粒形貌、尺寸不均匀的问题,而且效率高、成本低,适用于工业化生产。
技术研发人员:张勇,李颂,李健乐,蒋舟雯,袁圣云
受保护的技术使用者:南京理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!