焊接方法、管道组件和空调与流程
本发明涉及焊接,具体地,涉及焊接方法、管道组件和空调。
背景技术:
1、在相关技术中,经常使用钣金拉伸成型形成两片镜像的不同形状的内凹形状,然后将镜像的两个钣金件重叠起来,并使用焊接的方式形成密封的腔体。这种密封的腔体可以作为复杂承压管路或承压部件的集成解决方案,具有工艺步骤简单,加工费用低等优点。但是相关技术中通过钣金件焊接得到的管道结构稳定性较差,长期使用后易出现焊接接口断开等问题,影响产品的性能实现及质量的可靠性。
2、因此,目前的焊接方法、管道组件以及空调仍有待改进。
技术实现思路
1、本发明旨在至少一定程度上缓解或解决上述提及问题中至少一个。
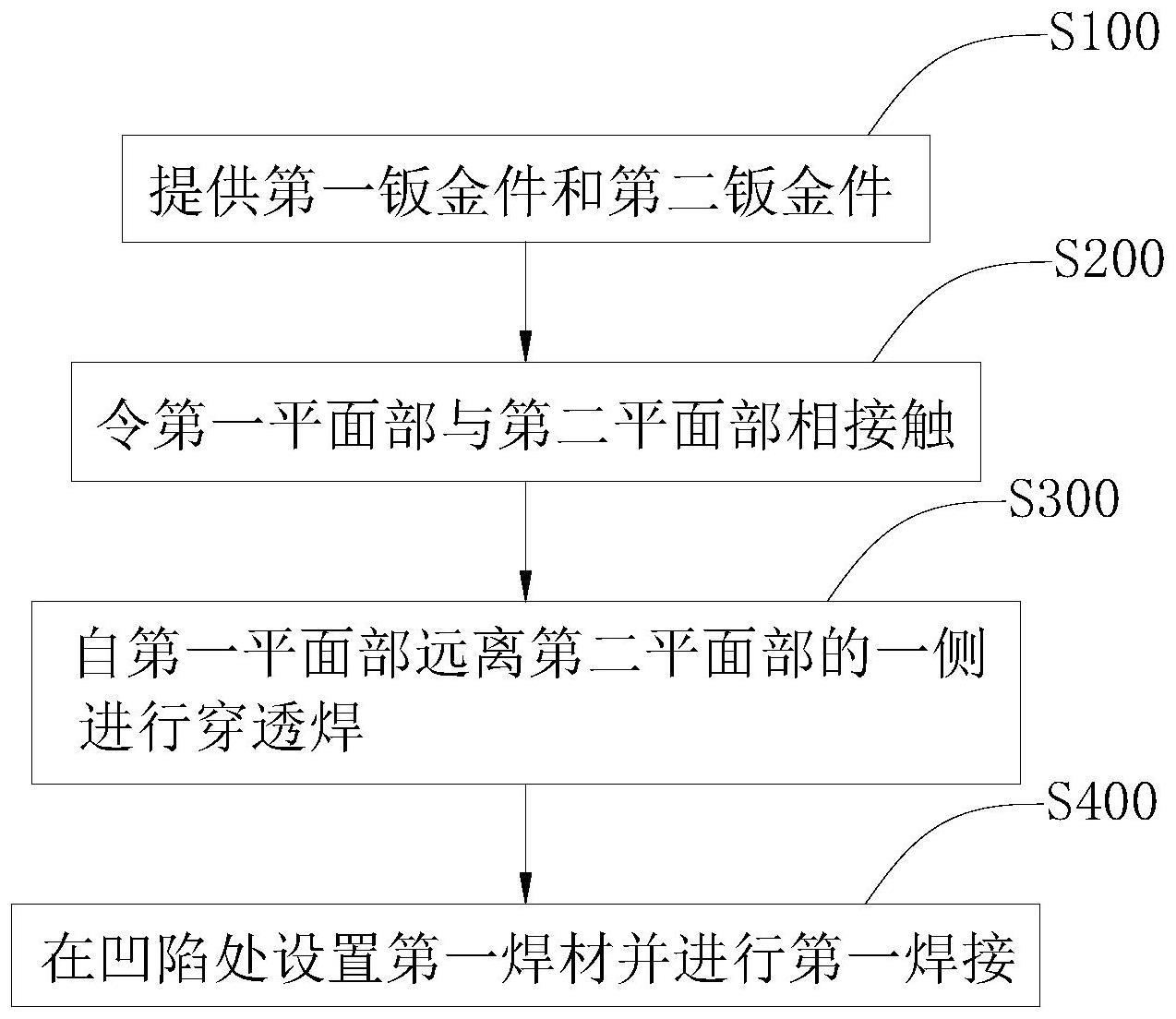
2、在本发明的一个方面,本发明提出了一种焊接方法,包括:提供第一钣金件,所述第一钣金件具有第一平面部以及至少一个第一凸起;提供第二钣金件,所述第二钣金件具有第二平面部以及至少一个第二凸起;令所述第一平面部与所述第二平面部相接触,以令所述第一凸起与所述第二凸起共同形成容纳空间;自所述第一平面部远离所述第二平面部的一侧进行穿透焊,以在所述第一平面部远离所述第二平面部的一侧表面形成凹陷;在所述凹陷处设置第一焊材并进行第一焊接。由此,通过在凹陷处补充设置的焊材使得得到的焊接件的焊接接口处的结构强度得到提高。
3、根据本发明的实施例,所述第一平面部与所述第一凸起通过第一弯折部相连,所述第一弯折部的厚度小于所述第一凸起的厚度;所述第二平面部与所述第二凸起通过第二弯折部相连,所述第二弯折部的厚度小于所述第二凸起的厚度。由此,可以通过在弯折部处设置焊材并进行加丝焊以提高焊接件的弯折部处的结构强度。
4、根据本发明的实施例,进一步包括:在所述第一弯折部处设置所述第二焊材并进行所述第二焊接。由此,可以进一步提高焊接件的结构强度。
5、根据本发明的实施例,进一步包括:在所述第二弯折部处设置所述第三焊材并进行所述第三焊接。由此,可以进一步提高焊接件的结构强度。
6、根据本发明的实施例,所述第一焊材与所述第二焊材相连,所述第一焊材与所述第二焊材的宽度之和为3-5mm。由此,可以同时提高焊接件的凹陷和弯折部处的结构强度。
7、根据本发明的实施例,进一步包括:重复设置所述第一焊材并进行所述第一焊接。由此,可以进一步提高焊接件的结构强度。
8、在本发明的又一个方面,本发明提出了一种管道组件,所述管道组件是通过前述的焊接方法获得的管道组件,其中,第一钣金件的焊接接头处的厚度不小于所述第一钣金件的第一凸起的厚度。由此,该管道组件具有前述的焊接方法的所具有的全部特征及优点,在此不再赘述。
9、在本发明的又一个方面,本发明提出了一种管道组件,所述管道组件是通过前述的焊接方法获得的管道组件,其中,第一钣金件的焊接接头处的厚度不小于所述第一钣金件的第一凸起的厚度。由此,该管道组件具有前述的焊接方法的所具有的全部特征及优点,在此不再赘述。
10、根据本发明的实施例,所述第一钣金件的第一弯折部的厚度不小于所述第一钣金件的所述第一凸起的厚度;第二钣金件的第二弯折部的厚度不小于所述第二钣金件的第二凸起的厚度。由此,该管道组件具有较高的承压能力。
11、在本发明的又一个方面,本发明提出了一种空调,所述空调包括前述的管道组件。由此,该空调具有前述的管道组件的所具有的全部特征及优点,在此不再赘述。
技术特征:
1.一种焊接方法,其特征在于,包括:
2.根据权利要求1所述的焊接方法,其特征在于,所述第一平面部与所述第一凸起通过第一弯折部相连,所述第一弯折部的厚度小于所述第一凸起的厚度;所述第二平面部与所述第二凸起通过第二弯折部相连,所述第二弯折部的厚度小于所述第二凸起的厚度。
3.根据权利要求2所述的焊接方法,其特征在于,进一步包括:在所述第一弯折部处设置第二焊材并进行第二焊接。
4.根据权利要求2所述的焊接方法,其特征在于,进一步包括:在所述第二弯折部处设置第三焊材并进行第三焊接。
5.根据权利要求3所述的焊接方法,其特征在于,所述第一焊材与所述第二焊材相连,所述第一焊材与所述第二焊材的宽度之和为3-5mm。
6.根据权利要求1所述的焊接方法,其特征在于,重复设置所述第一焊材并进行所述第一焊接。
7.一种管道组件,其特征在于,所述管道组件是通过权利要求1-6任一项所述的焊接方法获得的管道组件,其中,第一钣金件的焊接接头处的厚度不小于所述第一钣金件的第一凸起的厚度。
8.一种管道组件,其特征在于,所述管道组件是通过权利要求3-6任一项所述的焊接方法获得的管道组件,其中,第一钣金件的焊接接头处的厚度不小于所述第一钣金件的第一凸起的厚度。
9.根据权利要求8所述的管道组件,其特征在于,所述第一钣金件的第一弯折部的厚度不小于所述第一钣金件的所述第一凸起的厚度;第二钣金件的第二弯折部的厚度不小于所述第二钣金件的第二凸起的厚度。
10.一种空调,其特征在于,所述空调包括权利要求7-9任一项所述的管道组件。
技术总结
本发明公开了焊接方法、管道组件和空调,焊接方法包括:提供第一钣金件,所述第一钣金件具有第一平面部以及至少一个第一凸起;提供第二钣金件,所述第二钣金件具有第二平面部以及至少一个第二凸起;令所述第一平面部与所述第二平面部相接触,以令所述第一凸起与所述第二凸起共同形成容纳空间;自所述第一平面部远离所述第二平面部的一侧进行穿透焊,以在所述第一平面部远离所述第二平面部的一侧表面形成凹陷;在所述凹陷处设置第一焊材并进行第一焊接。由此,通过在凹陷处补充设置的焊材使得得到的焊接件的焊接接口处的结构强度得到提高。
技术研发人员:王心宝,吴彦东,苏瑞而
受保护的技术使用者:广东美的暖通设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!