一种装配式建筑组件的焊接工艺的制作方法
1.本发明涉及装配式建筑焊接技术领域,具体是一种装配式建筑组件的焊接工艺。
背景技术:
2.由预制构件在工地装配而成的建筑,称为装配式建筑,按预制构件的形式和施工方法分为砌块建筑、板材建筑、盒式建筑、骨架板材建筑及升板升层建筑等五种类型,有些装配式建筑组件之间的连接是需要通过焊接的方式固定。
3.建筑组件表面的油污对焊接质量造成一定的影响,因此在焊接时都需要对油污进行清理,传统清洗不仅效果差,且容易对建筑组件造成腐蚀,严重影响了建筑组件的使用寿命,另外现有的焊接方法牢固性差。因此,本领域技术人员提供了一种装配式建筑组件的焊接工艺,以解决上述背景技术中提出的问题。
技术实现要素:
4.本发明的目的在于提供一种装配式建筑组件的焊接工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种装配式建筑组件的焊接工艺,包括以下焊接步骤:
6.s1、焊前检查:对两个待焊接建筑组件的焊接点处进行检测,确保对接坡度平整无毛刺,且两个对接坡度贴合紧密无缝隙;
7.s2、焊前处理:针对对接坡口处的油污采用油污清洗剂进行清理,保证焊接处的洁净;
8.s3、焊接:将两个待焊接组件的坡口对接,采用水平尺对两个焊接组件的四侧水平度进行测量,在确认两个焊接组件处于同一水平面后,采用点焊将坡口的四个边角固定,再对坡口的缝隙进行多层焊接;
9.s4、检查:焊接完成后通过外观和无损探伤仪对焊缝进行检测,确保焊接的牢固性。
10.作为本发明更进一步的方案:s1中建筑组件的焊接坡口为“x”形。
11.作为本发明更进一步的方案:s2中油污清洗剂采用椰油酸二乙醇酰胺、偏硅酸钠、水混合而成、三者的比例为1:1:30。
12.作为本发明更进一步的方案:多层焊接的方法如下:
13.a1:确定焊接环境的参数;
14.a2:根据公式n=δ/d计数出需要焊接的层数;
15.a3:采用陶瓷远红外加热器对焊接区域进行预热,预热温度为107-130℃;
16.a4:根据a2计算出的焊接层数采用埋弧焊进行焊接。
17.作为本发明更进一步的方案:焊接环境的参数如下:风速:6-8m/s、空气湿度:80-90%。
18.作为本发明更进一步的方案:a2式中,n为焊接层数、δ为建筑组件的厚度(mm)、d为焊条直径。
19.作为本发明更进一步的方案:多层焊接时需清理上一道的焊渣、夹渣,且每层焊道的始末端应交错30-50mm。
20.作为本发明更进一步的方案:外观检测的合格标准为:焊缝均匀紧密,不能出现裂纹、焊瘤、气孔、夹渣、咬边弧坑、未满焊的情况,无损探伤采用无损探伤仪,且无损探伤在外观检测合格后24h进行。
21.与现有技术相比,本发明的有益效果是:本发明通过科学的方法计算出合适的焊接层数,有效的保证了建筑组件的焊接强度,且多层焊接方法每一层焊道都相当于对前一道焊道实现正火处理,改善二次组织,进一步提高焊接的牢固性,同时可以避免出现因温差导致形变的问题,油污清洗剂对油脂的乳化作用较强,可除去不能发生皂化反应的矿物油脂,有效的提高了油污清理力度,且椰油酸二乙醇酰胺作为表面活性剂可以在建筑组件的表面形成一层疏水性的保护膜,针对腐蚀具有较高的抗性,延长了建筑组件的整体使用寿命。
具体实施方式
22.本发明实施例中,一种装配式建筑组件的焊接工艺,包括以下焊接步骤:
23.s1、焊前检查:对两个待焊接建筑组件的焊接点处进行检测,确保对接坡度平整无毛刺,且两个对接坡度贴合紧密无缝隙;
24.s2、焊前处理:针对对接坡口处的油污采用油污清洗剂进行清理,保证焊接处的洁净;
25.s3、焊接:将两个待焊接组件的坡口对接,采用水平尺对两个焊接组件的四侧水平度进行测量,在确认两个焊接组件处于同一水平面后,采用点焊将坡口的四个边角固定,再对坡口的缝隙进行多层焊接;
26.s4、检查:焊接完成后通过外观和无损探伤仪对焊缝进行检测,确保焊接的牢固性。
27.进一步的,s1中建筑组件的焊接坡口为“x”形。
28.进一步的,s2中油污清洗剂采用椰油酸二乙醇酰胺、偏硅酸钠、水混合而成、三者的比例为1:1:30。
29.进一步的,多层焊接的方法如下:
30.a1:确定焊接环境的参数;
31.a2:根据公式n=δ/d计数出需要焊接的层数;
32.a3:采用陶瓷远红外加热器对焊接区域进行预热,预热温度为107-130℃;
33.a4:根据a2计算出的焊接层数采用埋弧焊进行焊接。
34.进一步的,焊接环境的参数如下:风速:6-8m/s、空气湿度:80-90%。
35.进一步的,a2式中,n为焊接层数、δ为建筑组件的厚度(mm)、d为焊条直径。
36.进一步的,多层焊接时需清理上一道的焊渣、夹渣,且每层焊道的始末端应交错30-50mm。
37.进一步的,外观检测的合格标准为:焊缝均匀紧密,不能出现裂纹、焊瘤、气孔、夹
渣、咬边弧坑、未满焊的情况,无损探伤采用无损探伤仪,且无损探伤在外观检测合格后24h进行。
38.测试例
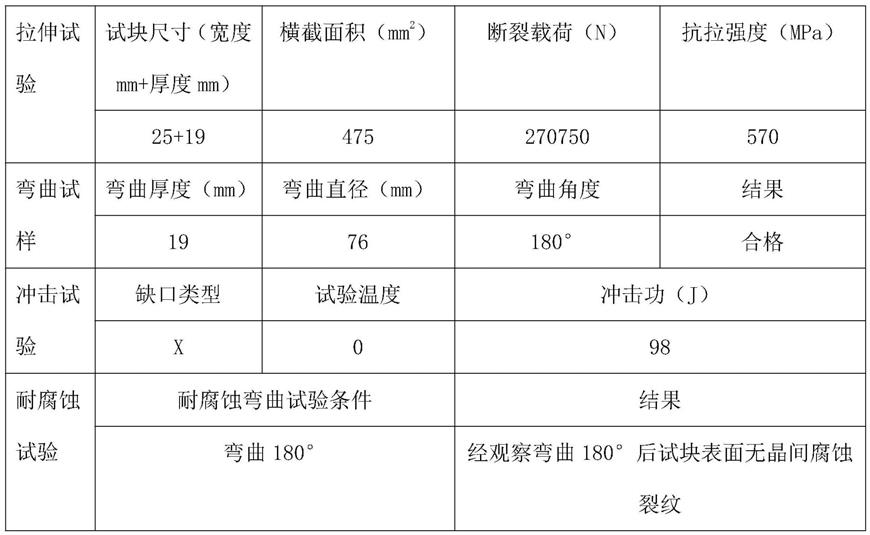
39.测试方法:从装配式建筑组件上截取两端试块,将两个试块采用实施例的相同方法进行焊接,检测合格后测出试块的拉力、弯曲、冲击、耐腐蚀试验的数据,拉力试验采用gb/t228.1-2010(金属材料拉伸试验)的方法进行、弯曲试验采用gb/t2653-2008(焊接接头弯曲试验方法)进行试验、冲击试验采用gb/t229-2007(金属材料夏比摆锤冲击试验方法)试验、耐腐蚀试验采用gb/t4334-2008(不锈钢硫酸-硫酸铜腐蚀实验方法)试验;
40.试验结果:
[0041][0042]
综上所述:各项检测结果符合nb/t47014-2011(承压设备焊接工艺评定)的标准,具有较高的强度和耐腐蚀性;
[0043]
本发明通过科学的方法计算出合适的焊接层数,有效的保证了建筑组件的焊接强度,且多层焊接方法每一层焊道都相当于对前一道焊道实现正火处理,改善二次组织,进一步提高焊接的牢固性,同时可以避免出现因温差导致形变的问题,油污清洗剂对油脂的乳化作用较强,可除去不能发生皂化反应的矿物油脂,有效的提高了油污清理力度,且椰油酸二乙醇酰胺作为表面活性剂可以在建筑组件的表面形成一层疏水性的保护膜,针对腐蚀具有较高的抗性,延长了建筑组件的整体使用寿命。
[0044]
以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种装配式建筑组件的焊接工艺,其特征在于,包括以下焊接步骤:s1、焊前检查:对两个待焊接建筑组件的焊接点处进行检测,确保对接坡度平整无毛刺,且两个对接坡度贴合紧密无缝隙;s2、焊前处理:针对对接坡口处的油污采用油污清洗剂进行清理,保证焊接处的洁净;s3、焊接:将两个待焊接组件的坡口对接,采用水平尺对两个焊接组件的四侧水平度进行测量,在确认两个焊接组件处于同一水平面后,采用点焊将坡口的四个边角固定,再对坡口的缝隙进行多层焊接;s4、检查:焊接完成后通过外观和无损探伤仪对焊缝进行检测,确保焊接的牢固性。2.根据权利要求1所述的一种装配式建筑组件的焊接工艺,其特征在于,s1中建筑组件的焊接坡口为“x”形。3.根据权利要求1所述的一种装配式建筑组件的焊接工艺,其特征在于,s2中油污清洗剂采用椰油酸二乙醇酰胺、偏硅酸钠、水混合而成、三者的比例为1:1:30。4.根据权利要求1所述的一种装配式建筑组件的焊接工艺,其特征在于,多层焊接的方法如下:a1:确定焊接环境的参数;a2:根据公式n=δ/d计数出需要焊接的层数;a3:采用陶瓷远红外加热器对焊接区域进行预热,预热温度为107-130℃;a4:根据a2计算出的焊接层数采用埋弧焊进行焊接。5.根据权利要求4所述的一种装配式建筑组件的焊接工艺,其特征在于,焊接环境的参数如下:风速:6-8m/s、空气湿度:80-90%。6.根据权利要求4所述的一种装配式建筑组件的焊接工艺,其特征在于,a2式中,n为焊接层数、δ为建筑组件的厚度(mm)、d为焊条直径。7.根据权利要求4所述的一种装配式建筑组件的焊接工艺,其特征在于,多层焊接时需清理上一道的焊渣、夹渣,且每层焊道的始末端应交错30-50mm。8.根据权利要求1所述的一种装配式建筑组件的焊接工艺,其特征在于,外观检测的合格标准为:焊缝均匀紧密,不能出现裂纹、焊瘤、气孔、夹渣、咬边弧坑、未满焊的情况,无损探伤采用无损探伤仪,且无损探伤在外观检测合格后24h进行。
技术总结
本发明涉及装配式建筑焊接技术领域,具体是一种装配式建筑组件的焊接工艺,包括S1:焊前检查、S2:焊前处理、S3:焊接、S4:检查。本发明通过科学的方法计算出合适的焊接层数,有效的保证了建筑组件的焊接强度,且多层焊接方法每一层焊道都相当于对前一道焊道实现正火处理,改善二次组织,进一步提高焊接的牢固性,同时可以避免出现因温差导致形变的问题,油污清洗剂对油脂的乳化作用较强,可除去不能发生皂化反应的矿物油脂,有效的提高了油污清理力度,且椰油酸二乙醇酰胺作为表面活性剂可以在建筑组件的表面形成一层疏水性的保护膜,针对腐蚀具有较高的抗性,延长了建筑组件的整体使用寿命。寿命。
技术研发人员:宾建雄
受保护的技术使用者:深圳市雅鑫智能房屋有限公司
技术研发日:2022.03.07
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1