一种降低激光焊接热影响区并组织细化的焊接方法及系统与流程
1.本发明属于激光焊接领域,更具体地,涉及一种降低激光焊接热影响区并组织细化的焊接方法及系统。
背景技术:
2.在熔化焊接过程中,金属材料在热源作用下发生熔化,形成焊缝,在焊缝金属和母材之间,存在一定范围的受焊接过程热影响的区域,叫做热影响区。焊缝区和热影响区由于收到焊接热循环的作用,其组织形态与母材不同,往往表现出组粗大,进而影响焊接接头的服役性能。在很过实际工程应用中,往往对热影响区宽度和焊缝组织形态存在一定要求。因此降低热影响区宽度并细化焊缝区组织对于提升焊接接头的服役性能具有重要的意义。
3.焊接热输入对于焊接热影响区宽度和焊缝组织形态具有重要影响,近年来研究已经证实真空激光焊接可以显著降低激光焊接热输入,相同焊接热输入下,真空激光焊接可以实现常规激光焊接的两倍熔深以上。中国专利cn106271061b公开了一种非常规低温气体保护激光焊接方法,其采用低温气体保护的激光焊接方法,在常规激光焊接的基础上,对焊接保护气送气装置进行改进。然而该方法采用低温保护气对熔池及其附近进行保护及冷却,气氛环境要求高,难以控制,同时,仍需要对母材开坡口并且无法满足对中厚板连接的一次成形,工艺较为复杂。专利文献cn201210002191.6公开了一种真空激光焊接设备及方法,该方法工艺手段描述过于简略,并且没有利用摆动激光调谐能场,无法保证大厚度焊接接头在厚度方向上的组织均匀性与性能一致性。
4.基于上述缺陷和不足,本领域亟需提出一种降低激光焊接热影响区并组织细化的焊接方法,直接对焊接基板进行随时冷却,同时对真空激光焊接的工艺参数进行寻优设计,并在焊后进行冲击震动与热处理再结晶退火的复合工艺,可以达到降低焊接热影响区宽度并细化焊缝晶粒尺寸的目标。
技术实现要素:
5.针对现有技术的以上缺陷或改进需求,本发明提供了一种降低激光焊接热影响区并组织细化的焊接方法及系统,其中结合真空激光焊接自身的特征及其焊接工艺参数控制,相应设计了降低激光焊接热影响区并组织细化的焊接方法,通过高真空环境与摆动激光调谐能量场,在摆动过程中同步调控激光输出功率大小,同时协助自适应温度调整的随行冷凝板对焊接基板进行随时冷却,以及超声振动冲击对焊缝随行处理,从而精确调控焊接能量分布,进而优化调控激光焊接成形与质量,改善组织性能均匀性,以降低激光焊接热影响区并组织细化,可以实现一次成形,具有更高的焊接质量,有效抑制羽辉、飞溅的产生,提高焊接稳定性,有效减少常见的气孔、凹陷、背部焊瘤等缺陷。
6.因此,采用真空激光焊接并使用随焊冷区基板可以明显降低焊接热输入,提法冷却速度,并在焊后进行冲击震动与热处理再结晶退火的复合工艺,可以达到降低焊接热影响区宽度并细化焊缝晶粒尺寸的目标。
7.为实现上述目的,按照本发明的一个方面,提出了一种降低激光焊接热影响区并组织细化的焊接方法,包括以下步骤:
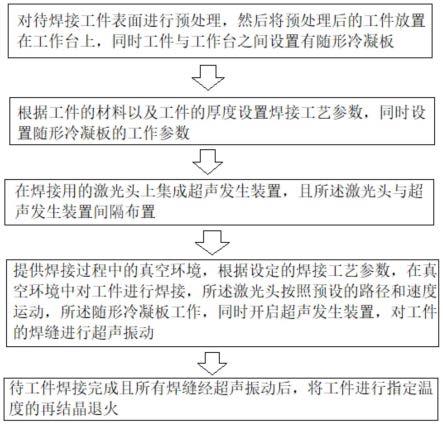
8.s1对待焊接工件表面进行预处理,然后将预处理后的工件放置在工作台上,同时工件与工作台之间设置有随形冷凝板;
9.s2根据工件的材料以及工件的厚度设置焊接工艺参数,同时设置随形冷凝板的工作参数;
10.s3在焊接用的激光头上集成超声发生装置,且所述激光头与超声发生装置间隔布置;
11.s4提供焊接过程中的真空环境,根据设定的焊接工艺参数,在真空环境中对工件进行焊接,所述激光头按照预设的路径和速度运动,所述随形冷凝板工作,同时开启超声发生装置,对工件的焊缝进行超声振动;
12.s5待工件焊接完成且所有焊缝经超声振动后,将工件进行指定温度的再结晶退火。
13.作为进一步优选的,步骤s2中,所述焊接工艺参数包括真空压强、激光功率、焊接速度以及离焦量,其中,
14.所述真空压强为100~10000pa,所述激光器的激光功率为3500~5500w,所述焊接速度为0.3~1.8m/min,所述离焦量为-10~10mm。
15.作为进一步优选的,步骤s2中,所述随形冷凝板的工作温度范围为-50℃~20℃,其冷却液的流速根据所述工件温度以及随形冷凝板的温度进行自适应调整。
16.作为进一步优选的,步骤s3中,所述激光头按照摆动行走路径进行焊接,由激光头内部振镜摆动实现,以将所述激光头输出的光斑转化为摆动光斑,所述摆动光斑运动的轨迹一般为直线、圆形、8字形、∞形、方形或三角形中的一种或几种,特殊图形可利用编程控制激光头内部振镜摆动实现。
17.作为进一步优选的,所述摆动光斑的摆动幅度为0.4~10mm,通过控制激光头内部振镜在x、y轴的协同高速运动实现。
18.作为进一步优选的,步骤s5中,将工件放入热处理炉中进行550~750℃再结晶退火。
19.作为进一步优选的,步骤s2中,所述工件的最大厚度由激光头功率上限决定,不超过200mm。
20.作为进一步优选的,所述预处理包括:将工件待焊部位正反两面加工平整,并对待焊部位表面进行打磨、酸洗或激光清洗。
21.按照本发明的另一个方面,还提供了一种降低激光焊接热影响区并组织细化的焊接系统,包括:
22.焊前预处理机构,对待焊接工件表面进行预处理;
23.焊接工装,用于将经预处理的工件置于真空舱内焊接平台上;
24.随形冷凝板,设于所述焊接工装与工件之间,用于对工件的焊缝进行实时冷却;
25.摆动激光路径规划机构,用于根据实际情况可将激光头置于真空舱内,将摆动激光光斑形状调整到需要的形状,将光斑对准起焊点,通过行走机构或焊缝跟踪装置确定光斑行走路径覆盖整个焊缝间隙;
26.激光摆动焊接参数控制模块,用于根据实际焊接需求设置相应的焊接工艺参数如焊接速度、焊接功率、离焦量,同时根据焊缝性能要求以及焊接间隙适应性调节摆动参数如激光摆动模式、摆动频率、摆动幅度,对焊接过程中激光能量分布进行优化调控直至完成焊接;
27.激光焊接机构,包括激光头,该激光头与所述激光摆动焊接参数控制模块和摆动激光路径规划机构通信连接,用于对工件进行真空激光焊接;
28.超声发生装置,与所述激光头间隔布置,用于对工件的焊缝进行超声振动;
29.再结晶退火机构,用于在待工件焊接完成且所有焊缝经超声振动后,将工件进行指定温度的再结晶退火。
30.作为进一步优选的,所述随形冷凝板的工作温度范围为-50℃~20℃。
31.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
32.1.本发明通过高真空环境与摆动激光调谐能量场,在摆动过程中同步调控激光输出功率大小,同时协助自适应温度调整的随行冷凝板对焊接基板进行随时冷却,以及超声振动冲击对焊缝随行处理,从而精确调控焊接能量分布,进而优化调控激光焊接成形与质量,改善组织性能均匀性,以降低激光焊接热影响区并组织细化,可以实现一次成形,具有更高的焊接质量,有效抑制羽辉、飞溅的产生,提高焊接稳定性,有效减少常见的气孔、凹陷、背部焊瘤等缺陷。
33.2.本发明摆动激光光斑形状为激光摆动行走路径,激光的摆动通过控制激光头内部振镜在x、y轴的协同高速运动实现,所述摆动光斑形状一般为直线、圆形、8字形、∞形、方形或三角形中的一种或几种,特殊图形可利用编程控制激光头内部振镜摆动实现,以摆动激光调控方式对焊接过程中激光能量分布进行优化调控。
34.3.本发明相比于常规单激光真空焊接,加入了摆动激光进行能场调谐的手段,提高了真空激光焊接的稳定性,同时起到了焊缝整形的效果,使焊接接头上下宽度具有更高的一致性,从而焊接接头在厚度方向上组织性能更加均匀,提高了焊接质量。
35.4.本发明真空舱达到1000pa压强以下向舱内输送干燥的高纯惰性气体,控制舱内进、抽气动态平衡调节至指定真空度环境条件,高真空环境可以倍增焊接深度。
36.5.本发明通过寻找焊接工艺参数以及焊缝质量之间的非线性映射关系,从而根据焊接质量、板厚等,寻找最优的焊接工艺参数,优化调控激光焊接成形与质量,改善组织性能均匀性,以降低激光焊接热影响区并组织细化。
附图说明
37.图1是本发明优选实施例涉及的一种降低激光焊接热影响区并组织细化的焊接方法的流程图;
38.图2是本发明一种降低激光焊接热影响区并组织细化的焊接方法中涉及的装置结构示意图;
39.图3是采用本发明方法焊接获得的接头显微组织示意图;
40.图4是采用本发明方法焊接后,接头不同区域的显微组织特征。
41.在所有附图中,同样的附图标记表示相同的技术特征,具体为:1-激光头、2-真空
舱、3-连接座、4-超声发生装置、5-待加工件、6-工装夹具、7-随形冷凝板。
具体实施方式
42.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
43.如图1和图2所示,本发明实施例提供的一种降低激光焊接热影响区并组织细化的焊接方法,包括以下步骤:
44.s1对待焊接工件表面进行预处理,然后将预处理后的工件放置在工作台上,同时工件与工作台之间设置有随形冷凝板。
45.预处理过程中,将工件待焊部位正反两面加工平整,并对待焊部位表面进行打磨、酸洗或激光清洗。更具体的,将工件的待焊接部位根据需要加工成所需的精度,并用砂纸打磨去除表面氧化膜,随后浸泡在丙酮中用超声波进行清洗去除油污,将打磨或清洗后的待焊工件固定在焊接工装夹具上,放置于真空舱室内的工作台上。
46.本实施例中,用于焊接的激光头放置于真空舱内,以此方式,使得待焊接工件及激光头位于设定的真空环境内。真空舱内设置有工作台,工作台上设有焊接工装,该焊接工装用于将经预处理的工件置于真空舱内焊接工作台上。相应的,在工作台与工件之间还设有随形冷凝板用于对工件的焊缝进行实时冷却。在本发明的优选实施例中,随形冷凝板包括板本体以及设于该板本体内的冷却液流道,通过对冷却液的温度和流速进行控制,使得随形冷凝板提供的制冷工作温度范围为-50℃~20℃。当然上述仅为本发明的一个具体实施例。本发明中,冷却液的流速根据所述工件温度以及随形冷凝板的温度进行自适应调整。以此方式,直接对焊接基板进行随时冷却,以达到降低焊接热影响区宽度并细化焊缝晶粒尺寸的目标。
47.s2根据工件的材料以及工件的厚度设置焊接工艺参数,同时设置随形冷凝板的工作参数。
48.在本发明的优选实施例中,焊接工艺参数包括真空压强、激光功率、焊接速度以及离焦量,其中,所述真空压强为100~10000pa,所述激光器的激光功率为3500~5500w,所述焊接速度为0.3~1.8m/min,所述离焦量为-10~10mm。
49.当然上述仅为本发明优选实施例的焊接工艺参数范围。在本发明中,通过根据现有的真空焊接的焊接工艺参数以及焊缝参数对焊接工艺参数进行优化计算,以获取最优的焊接工艺参数。
50.在本发明的一个实施例中,首选根据大量的焊缝照片提取焊缝参数,该焊缝参数包括焊缝宽度、焊接区域细粒度、焊接深度以及气泡数,根据上述焊缝参数构建焊接质量好坏的评价函数:
51.a(x)=∑αiwi52.式中,a(x)为评价函数,wi为第i个焊缝参数,αi为第i个焊缝参数的权重,为常数。
53.然后,根据历史焊接工艺参数、对应板厚建立训练数据集,将训练数据集作为支持向量机模型的输入,对应焊接质量参数作为支持向量机模型的输出,对所述支持向量机模
型进行优化训练,以获取真空焊接参数、对应板厚与焊缝参数的非线性映射关系。将真空焊接参数、对应板厚与焊缝参数的非线性映射关系以及上述评价函数作为目标函数,焊接工艺参数和对应板厚作为约束条件,构建神经网络模型,并根据设定的迭代终止条件对焊接工艺参数进行多目标优化,以获取对应板厚的最优焊接工艺参数集合。在本发明的优选实施例中,神经网络模型可采用nsga-ii模型。
54.其中,选择高斯核函数构建支持向量机模型,高斯核函数表达式如下:
[0055][0056]
其中,x、d为输入的变量,xi为第i个样本数据,xj为第j个样本数据,σ2为核宽度参数,d’为板厚,w1为第一权重,w2为第二权重。
[0057]
同时,上述优化过程中,选择高斯核函数构建支持向量机模型。采用五折交叉验证进行参数寻优,以确定支持向量机模型的惩罚参数和高斯核函数核宽度参数的最优参数组合,以获取优化训练后的支持向量机模型。
[0058]
随形冷凝板的工作参数可直接根据真空焊接参数进行设定。在本发明的优选实施例中,随形冷凝板上设有温度传感器,用于直接探测工件和随形冷凝板的温度,并根据工件和随形冷凝板的温度实施调整工作温度,以直接对焊接基板进行随时冷却。
[0059]
s3在焊接用的激光头上集成超声发生装置,且所述激光头与超声发生装置间隔布置。在本步骤中,所述激光头按照摆动行走路径进行焊接,由激光头内部振镜摆动实现,以将所述激光头输出的光斑转化为摆动光斑,所述摆动光斑运动的轨迹一般为直线、圆形、8字形、∞形、方形或三角形中的一种或几种,特殊图形可利用编程控制激光头内部振镜摆动实现。
[0060]
优选的,所述摆动光斑的摆动幅度为0.4~10mm,通过控制激光头内部振镜在x、y轴的协同高速运动实现。
[0061]
具体的,如图2所示,激光焊接机构还包括激光驱动底座、激光驱动组件,激光驱动底座上设有激光头1和超声发生装置4,激光头1和超声发生装置4间隔布置,以此方式,使得激光头对工件焊接完后,超声发生装置4对焊缝进行超声振动冲击,一方面去除焊接过程中产生的极小气孔,另一方面细化焊缝晶粒尺寸,减小焊接热影响区域。
[0062]
本发明中,激光头1与超声发生装置4独立工作互不影响,即激光头1在前,按照预设的运动轨迹对工件进行激光焊接,超声发生装置4在后,对焊接处的熔池进行超声振动冲击。进一步的,为了实现在摆动光斑运动的轨迹为圆形、8字形、∞形、方形或三角形的情况,本发明中,激光头1与超声发生装置4的间隔距离为整数个周期,以此方式,使得激光头1与超声发生装置4运动轨迹一致。
[0063]
s4提供焊接过程中的真空环境,根据设定的焊接工艺参数,在真空环境中对工件进行焊接,所述激光头按照预设的路径和速度运动,所述随形冷凝板工作,同时开启超声发生装置,对工件的焊缝进行超声振动。在本步骤中,真空环境加摆动激光以及超声发生装置的作用,加快了熔池流动,有利于气孔逃逸,有效消除焊接过程中产生的冶金气孔。
[0064]
s5待工件焊接完成且所有焊缝经超声振动后,将工件进行指定温度的再结晶退火。
[0065]
按照本发明的另一个方面,还提出了一种降低激光焊接热影响区并组织细化的焊接系统,包括:焊前预处理机构,对待焊接工件表面进行预处理;焊接工装,用于将经预处理的工件置于真空舱内焊接工作台上;随形冷凝板,设于所述焊接工装与工件之间,用于对工件的焊缝进行实时冷却;摆动激光路径规划机构,用于根据实际情况可将激光头置于真空舱内,将摆动激光光斑形状调整到需要的形状,将光斑对准起焊点,通过行走机构或焊缝跟踪装置确定光斑行走路径覆盖整个焊缝间隙;激光摆动焊接参数控制模块,用于根据实际焊接需求设置相应的焊接工艺参数如焊接速度、焊接功率、离焦量,同时根据焊缝性能要求以及焊接间隙适应性调节摆动参数如激光摆动模式、摆动频率、摆动幅度,对焊接过程中激光能量分布进行优化调控直至完成焊接;激光焊接机构,包括激光头,该激光头与所述激光摆动焊接参数控制模块和摆动激光路径规划机构通信连接,用于对工件进行真空激光焊接;超声发生装置,与所述激光头间隔布置,用于对工件的焊缝进行超声振动;再结晶退火机构,用于在待工件焊接完成且所有焊缝经超声振动后,将工件进行指定温度的再结晶退火。
[0066]
在上述系统中,还包括控制机构,控制机构用于跟随形冷凝板、摆动激光路径规划机构、激光摆动焊接参数控制模块、激光焊接机构以及超声发生装置通信连接,用于控制整个机构的协同工作。进一步的,本发明中,控制机构还集成有上述方法设计的优化算法,同时收集和存储每次焊接的焊接工艺参数和焊缝参数,以在数据达到一定量时,采用历史数据和新数据对优化算法进行更新。
[0067]
在上述系统中,所述随形冷凝板的工作温度范围为-50℃~20℃。
[0068]
在上述系统中,激光焊接机构还包括激光驱动底座、激光驱动组件,激光驱动底座上设有激光头1和超声发生装置4,激光头1和超声发生装置4间隔布置,以此方式,使得激光头对工件焊接完后,超声发生装置4对焊缝进行超声振动冲击,一方面去除焊接过程中产生的极小气孔,另一方面细化焊缝晶粒尺寸,减小焊接热影响区域。
[0069]
在上述系统中,激光头1与超声发生装置4独立工作互不影响,即激光头1在前,按照预设的运动轨迹对工件进行激光焊接,超声发生装置4在后,对焊接处的熔池进行超声振动冲击。进一步的,为了实现在摆动光斑运动的轨迹为圆形、8字形、∞形、方形或三角形的情况,本发明中,激光头1与超声发生装置4的间隔距离为整数个周期,以此方式,使得激光头1与超声发生装置4运动轨迹一致。
[0070]
在上述系统中,随形冷凝板上设有温度传感器,用于直接探测工件和随形冷凝板的温度,并根据工件和随形冷凝板的温度实施调整工作温度,以直接对焊接基板进行随时冷却。
[0071]
实施例1
[0072]
步骤一:在焊接时,激光器可以采用co2气体激光器、yag固体激光器和半导体激光器、光纤激光器。
[0073]
步骤二:将打磨或清洗后的待加工件5固定在焊接工装夹具6上,放置于真空室2内的工作台上,工作台安装随形冷凝板7。
[0074]
步骤三:用特制的夹具3将超声波发生装置4固定于激光头1上,使其能够在激光焊完成后,通过控制无出光的激光头使其能够实现焊后超声振动冲击。
[0075]
步骤四:将真空室2进行抽真空,真空压强为100~10000pa。
[0076]
步骤五:真空激光焊接,具体为:
[0077]
s51:根据待焊工件5的厚度,激光功率为3500~5500w,焊接速度为0.3~1.8m/min,离焦量为-10~10mm。
[0078]
s52:随形冷凝板7温度范围为-50℃~20℃。
[0079]
s53:焊后立即开启超声波发生装置4,使用超声振动焊缝。
[0080]
步骤六:焊接结束后,破空,取出焊接试件放入热处理炉中,进行550~750℃再结晶退火。
[0081]
上述实施例中,所述真空舱2尺寸、形式可根据实际需求进行调整,所述指定真空度应为100~10000pa之间。
[0082]
实施例2
[0083]
本实施例对20mm厚铝合金接头采用真空摆动激光焊接方法进行焊接,激光器采用通快高功率激光器,最大功率为10000w,激光头为ipg摆动激光焊接头,其它设备包括1台库卡机器人,抽真空系统以及真空舱。
[0084]
步骤一:用激光清洗的方法将待焊工件表面氧化膜去除;
[0085]
步骤二:将打磨、酸洗或激光清洗好的待焊工件放置于真空舱内焊接工作台上,工作台上放设置随行冷凝板。随行冷凝板的面积至少覆盖所述铝合金接头。然后用适合焊件结构、尺寸的工装夹具固定。
[0086]
步骤三:将摆动激光光斑形状调整到圆形光斑,将光斑中心对准起焊点中心,通过真空舱内焊接平台行走机构的调整,确定光斑行走路径覆盖整个焊缝间隙,焊缝间隙为2mm。
[0087]
步骤四:关闭真空舱门,打开真空舱电控挡板阀,打开抽真空泵组,当真空舱抽至1kpa压强以下,打开保护气进气阀,向舱内输送干燥的高纯惰性气体,设置自动调节,舱内进、抽气动态平衡调节到1000pa真空度准备焊接。
[0088]
步骤五:设置焊接速度为0.3m/min,焊接功率9000w,离焦量为-5mm,摆动激光频率150hz,摆动幅度0.3mm,随形冷凝板7温度范围为-50℃~20℃。同时,焊后立即开启超声波发生装置4,使用超声振动焊缝。
[0089]
步骤六:焊接结束后,破空,取出焊接试件放入热处理炉中,进行750℃再结晶退火。
[0090]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1