本发明涉及一种加工方法以及加工系统,尤其涉及一种激光加工方法以及激光加工系统。
背景技术:
1、激光加工相较于传统机械加工有许多优势,包括灵活性高、精确性高、速度快等等,也因为激光加工是非接触式加工,加工上的限制少了许多。
2、激光依出光方式可分为连续波激光(continuous laser,cw laser)与脉冲激光(pulsed laser)。连续波激光不断将激光打至加工材料上,通过光子能量加热加工区域,使加工区域升温至汽化温度并汽化。此种加工方式的热能传递的范围较大,适合用于较厚金属材料的切割。然而,因为热能传递的范围较大,导致加工区域周围的材料可能会形变或材料性质改变等。
3、脉冲激光的加工原理根据去除材料所花的时间的不同而有所不同。若脉冲激光将材料于皮秒(picosecond)或更久的时间去除的话,还是透过热能使材料汽化,故材料依然会有热效应的影响,其热影响区域随着脉冲宽度的减缩而减少。而当脉冲激光去除材料的时间在飞秒(femtosecond)时间内的话,以宽能阶非金属材料为例,在共价带的电子会产生非线性吸收至导电带,高能量的自由电子再去撞击其他电子而产生更多自由电子,透过不断重复此吸收和撞击的现象会使自由电子数量快速成长,当自由电子到达一定密度的时候材料会从表面喷出因而被移除,此方式可以达到最低的热效应,因此在激光除料中有最佳的加工精度,适合用于高精密加工。
4、在目前产品不断追求微小化的趋势下,精密加工所能达到的分辨率与精度就非常重要。在激光加工中,影响此两项因素的关键为热效应的多寡,故要达到理想的分辨率与精度的话,飞秒激光是个非常好的选择。现今激光加工系统大部分都是由激光源、反射镜、聚焦镜组成,有些会再加上一些光学零件去做光束整形,但此种架构于加工质量和分辨率上几乎都无法有更进一步的突破,尽管是一个办法,但当碰到物理极限时,其进展将止步于此,故要得到最佳的加工精度并不是一味地追求更窄的激光脉冲就可以得到的。
技术实现思路
1、本发明提供一种激光加工方法以及激光加工系统,其可有效提高加工质量、分辨率及/或热影响区的控制能力。
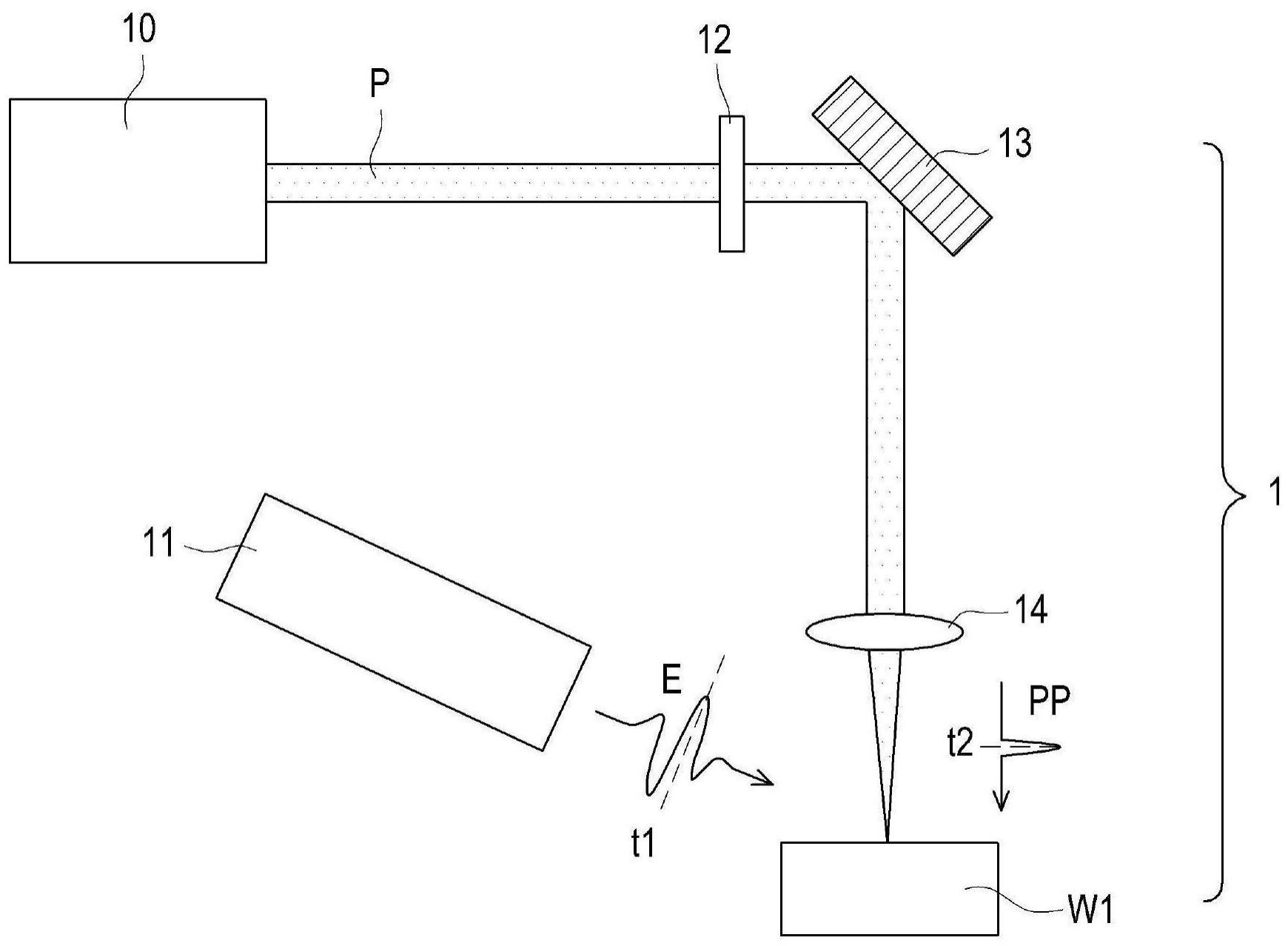
2、根据本发明的实施例,激光加工方法包括:用电磁波照射工件的加工区域;以及在用所述电磁波照射所述工件的所述加工区域之后,用加工脉冲照射所述工件的所述加工区域。
3、根据本发明的实施例,激光加工系统包括:激光,产生加工脉冲;以及电磁波产生源,产生电磁波。
4、为让本发明的上述特征和优点能更明显易懂,下文特举实施例,并配合附图作详细说明如下。
技术特征:1.一种激光加工方法,其特征在于,包括:
2.根据权利要求1所述的激光加工方法,其特征在于,所述电磁波的电场变化周期比所述加工脉冲的脉冲宽度长。
3.根据权利要求1所述的激光加工方法,其特征在于,所述加工脉冲包括飞秒激光脉冲,且所述电磁波包括兆赫波、微米波或微波。
4.根据权利要求1所述的激光加工方法,其特征在于,还包括:
5.一种激光加工系统,其特征在于,包括:
6.根据权利要求5所述的激光加工系统,其特征在于,还包括:
7.根据权利要求5所述的激光加工系统,其特征在于,还包括:
8.根据权利要求7所述的激光加工系统,其特征在于,还包括:
9.根据权利要求8所述的激光加工系统,其特征在于,所述电磁波产生源的材料包括碲化锌,且所述电磁波包括兆赫波。
10.根据权利要求8所述的激光加工系统,其特征在于,还包括:
技术总结本发明提供一种激光加工方法以及激光加工系统,其中激光加工方法包括:用电磁波照射工件的加工区域;以及在用所述电磁波照射所述工件的所述加工区域之后,用加工脉冲照射所述工件的所述加工区域。
技术研发人员:陈鸿文,胡承维,温昱杰
受保护的技术使用者:陈鸿文
技术研发日:技术公布日:2024/1/15