一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法与流程
本发明属于工艺方法,具体涉及一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法。
背景技术:
1、目前大型乏燃料金属运输容器、贮存容器或两用容器的容器筒体主体结构有铅屏不锈钢、球墨铸铁、碳钢多层包扎、锻钢等不同类型,球墨铸铁乏燃料干法贮存容器与其他类型金属干法贮存容器相比,在保证安全性和相同的操作性的基础上,具有明显的经济性,是目前国际上金属干法贮存容器的一条重要技术路线。
2、球墨铸铁乏燃料干法贮存容器中容器筒体为球墨铸铁一体料铸造,筒体壁上轴向设置的中子屏蔽棒为容器径向提供γ射线、中子辐射的屏蔽。中子屏蔽材料装配在孔径大小约φ90mm、深度约4350mm的深孔内。中子屏蔽材料装配前需要先在深孔底部装入弹簧组件,弹簧采用φ6大线径材料制作,弹力非常大。中子屏蔽材料装入后在外侧端头需要将不锈钢棒料与球墨铸铁进行过盈配合,且装配过程中需要将弹簧组件压缩大约30mm。为了保证过盈配合顺利装配,采用了冷装工艺方法,需要在冷装过程无卡滞且压缩弹簧的情况下完成冷装过程;通过冷装工艺试验、制作冷装工装等措施,最终完成了高质量、装配风险非常大的冷装装配过程,满足了冷装工艺要求,在国内尚无可借鉴的冷装工艺经验。
技术实现思路
1、本发明针对现有技术的缺陷,提供一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法。
2、本发明是这样实现的:一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,包括下述步骤:
3、步骤一:确定冷冻时间,
4、步骤二:加工,
5、步骤三:冷冻,
6、步骤四:清洁,
7、步骤五:制作工装,
8、步骤六:安装。
9、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤一包括,
10、不锈钢棒料冷冻前测量并记录外径尺寸,然后将不锈钢棒料沉浸在液氮中冷冻不同时间,冷冻一段时间后再次测量并记录不锈钢棒料的外径尺寸,通过测量不锈钢棒料冷冻前后外径尺寸,冷冻前后外径尺寸差值即为冷冻后收缩量,待冷冻最短时间和冷冻较长时间不锈钢棒料外径尺寸值变化在0.02mm内时,即冷冻最短时间为不锈钢棒料冷冻时间。
11、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤二包括,
12、先加工球墨铸铁冷装孔,冷装孔粗糙度要求6.3um以内,不锈钢棒料外径根据冷装孔实测孔径及过盈量要求尺寸配加工,更易保证不锈钢棒料与球墨铸铁过盈配合过盈量在要求范围内。
13、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤二中的尺寸匹配是指:棒料配加工外径尺寸=冷装孔实测孔径值+设计要求过盈量尺寸范围值。
14、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤三包括,
15、产品冷装前,通过模拟件实际操作冷装装配过程来确定冷装装配所需要的时间,将不锈钢棒料按照已确定的冷冻时间进行冷冻,取出后复测不锈钢棒料吸热后外径尺寸值,若满足尺寸要求则在确定的冷装装配时间内迅速完成冷装;若尺寸不满足装配要求,则重新按照已确定的冷冻时间进行冷冻。
16、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤四包括,
17、冷装前冷装孔口边缘进行毛刺清理,然后对冷装孔采用非合成纤维白布和丙酮或无水酒精清洁,去除内孔中金属粉末、灰尘及油污,直至白布擦拭后干净无污点。
18、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤五包括,
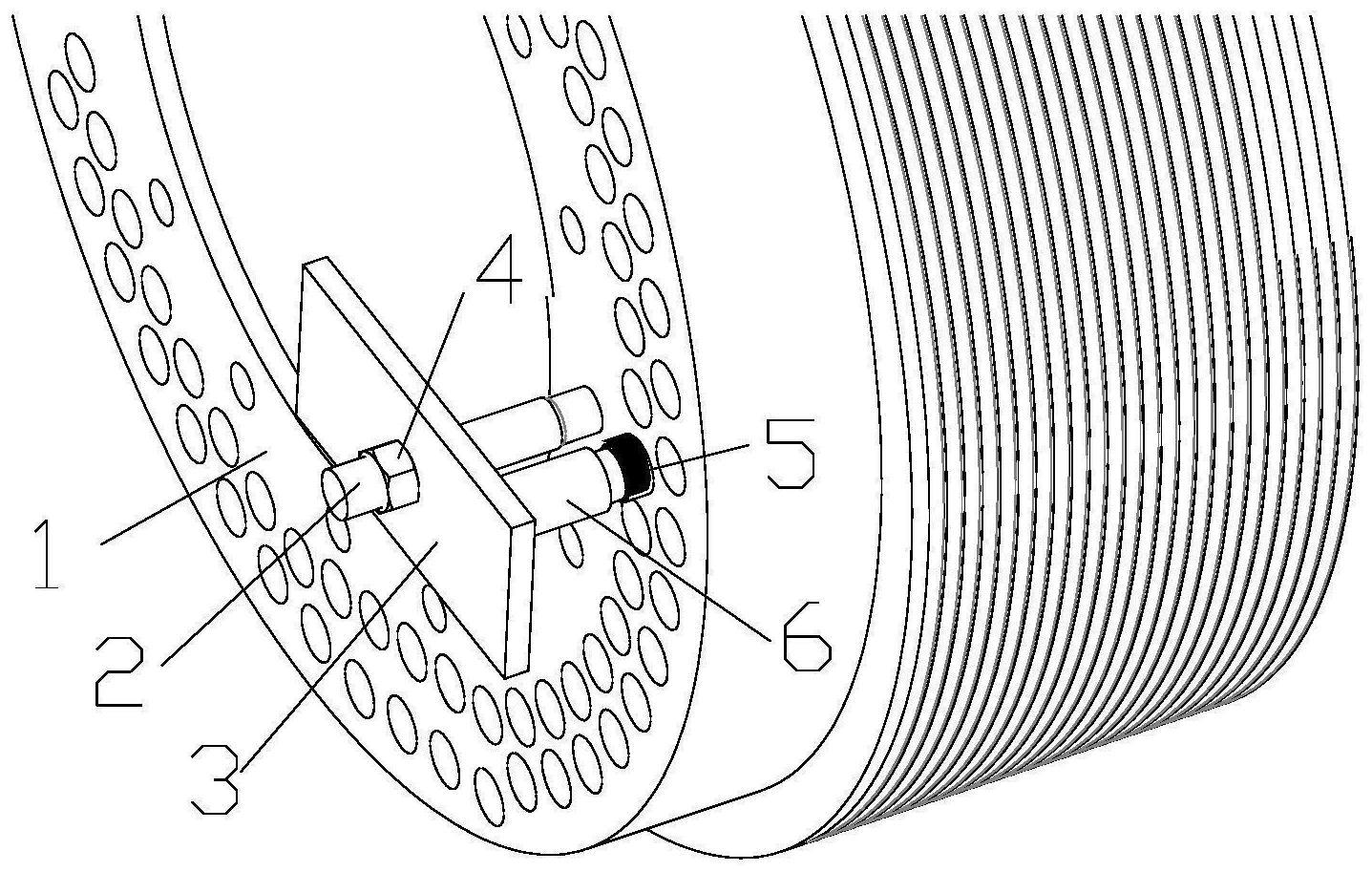
19、制作不锈钢棒料冷装工装,冷装工装由螺杆、挡板、大型螺母、千斤顶组成,螺杆连接在件1球墨铸铁零件已加工的螺栓孔上,螺杆上装配大型螺母和挡板,其中挡板夹在两个大型螺母中间。
20、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤六包括,
21、按冷冻时间冷冻不锈钢棒料,待不锈钢棒料冷装塞入孔后迅速旋转挡板至冷装孔正前方,然后放置千斤顶将不锈钢棒料推入孔内,同时对弹簧进行压缩,保持足够时间。
22、如上所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,所述的步骤六的足够时间是指,冬季5min,夏季2min。
23、本发明的显著效果是:(1)冷冻前测量并记录不锈钢棒料的外径尺寸,然后将不锈钢棒料沉浸在液氮中冷冻不同时间,冷冻后再次分别测量并记录不锈钢棒料的外径尺寸,冷冻后的测量时间控制在5s内,计算不锈钢棒料冷冻前后外径收缩量。待冷冻最短时间和冷装最长时间不锈钢棒料外径尺寸变化无差异时,即最短时间为适宜的冷冻时间。
24、(2)先加工球墨铸铁冷装孔,冷装孔粗糙度要求6.3um以内,不锈钢棒料外径根据冷装孔实测及过盈量要求尺寸配加工,轴配孔尺寸可以更好的保证冷装过盈量在要求范围内。
25、(3)冷装前,将不锈钢棒料按照已确定适宜的冷冻时间进行冷冻,取出后测量必要操作时间范围内不锈钢棒料吸热后外径尺寸变化。以确保能够在合理的时间范围内完成冷装操作。
26、(4)冷装前冷装孔口边缘进行毛刺清理并对冷装孔进行清洁,确保塞入不锈钢棒料顺利,减小了冷装过程卡滞风险。
27、(5)制作冷装工装,满足了冷装过程需求,实现了冷装过程弹簧的压缩。
28、(6)按适宜冷冻时间冷冻不锈钢棒料,冷冻取出后迅速塞入冷装孔内,用工装将不锈钢棒料推入冷装孔,同时对弹簧进行压缩且保持足够时间,防止弹簧弹力将不锈钢棒料弹出。
技术特征:
1.一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于,包括下述步骤:
2.如权利要求1所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤一包括,
3.如权利要求2所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤二包括,
4.如权利要求3所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤二中的尺寸匹配是指:棒料配加工外径尺寸=冷装孔实测孔径值+设计要求过盈量尺寸范围值。
5.如权利要求4所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤三包括,
6.如权利要求5所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤四包括,
7.如权利要求6所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤五包括,
8.如权利要求7所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤六包括,
9.如权利要求8所述的一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其特征在于:所述的步骤六的足够时间是指,冬季5min,夏季2min。
技术总结
本发明属于工艺方法,具体涉及一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法。一种乏燃料容器不锈钢棒料与球墨铸铁冷装工艺方法,其中,包括下述步骤:步骤一:确定冷冻时间,步骤二:加工,步骤三:冷冻,步骤四:清洁,步骤五:制作工装,步骤六:安装。本发明的显著效果是:冷冻前测量并记录不锈钢棒料的外径尺寸,然后将不锈钢棒料沉浸在液氮中冷冻不同时间,冷冻后再次分别测量并记录不锈钢棒料的外径尺寸,冷冻后的测量时间控制在5s内,计算不锈钢棒料冷冻前后外径收缩量。待冷冻最短时间和冷装最长时间不锈钢棒料外径尺寸变化无差异时,即最短时间为适宜的冷冻时间。
技术研发人员:武小强,闫海,辛春涛
受保护的技术使用者:西安核设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!