一种铣削打磨控制系统的制作方法
本发明涉及机械加工,特别是涉及一种铣削打磨控制系统。
背景技术:
1、现有技术中,产品的铣削打磨需要单独的铣削设备和打磨设备分别进行加工,而且工件的上料还需要过多的人力参与,使得铣削打磨的加工效率非常低,所以我们提出了一种铣削打磨控制系统。
技术实现思路
1、为了解决产品的铣削打磨需要单独的铣削设备和打磨设备分别进行加工,而且工件的上料还需要过多的人力参与,使得铣削打磨的加工效率非常低的问题,本发明的目的是提供一种铣削打磨控制系统。
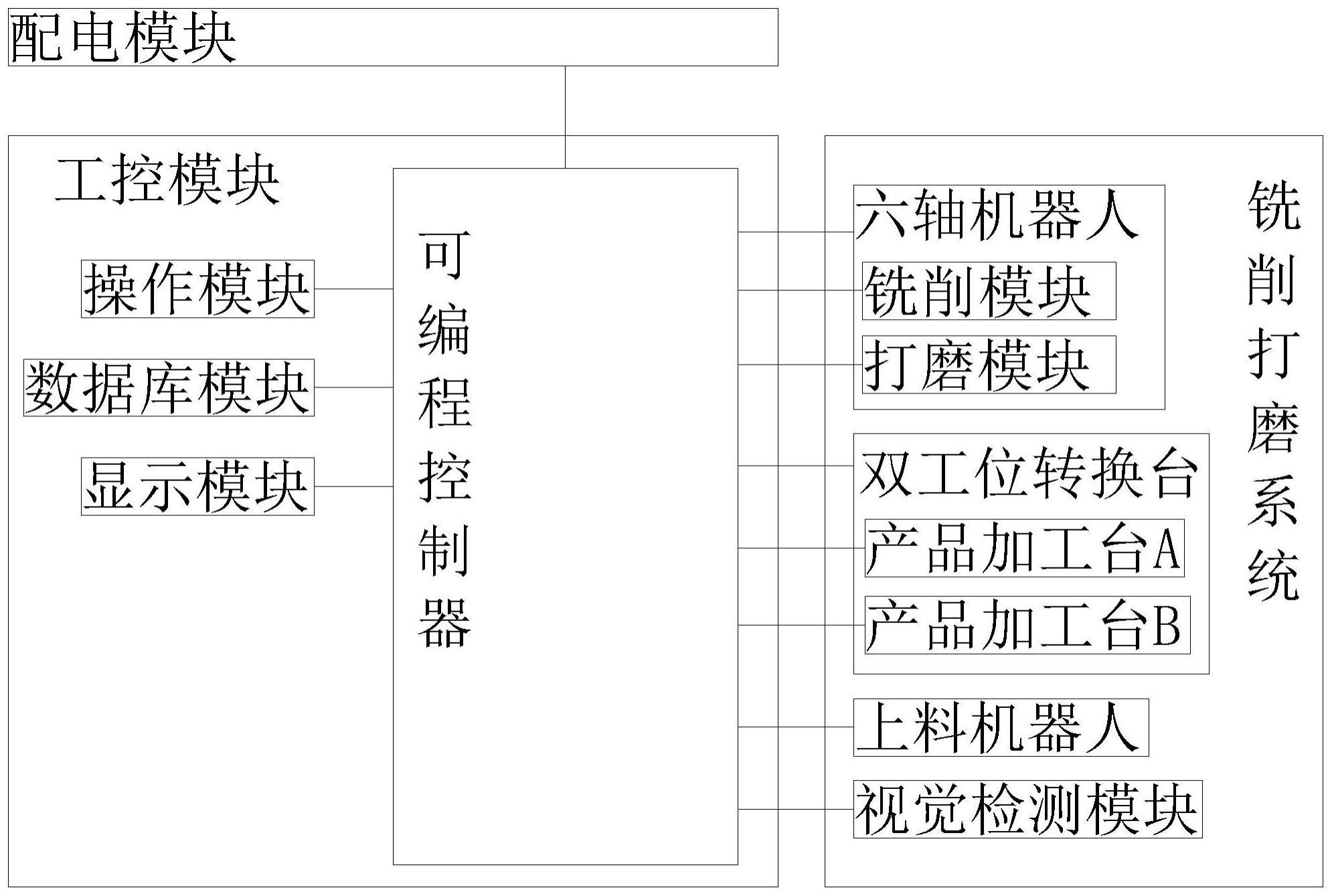
2、为了实现上述目的,本发明采用如下技术方案:一种铣削打磨控制系统,包括有工控模块和铣削打磨系统,所述工控模块基于工控机实现,用于数据的综合处理,所述工控模块上设置有操作模块,所述操作模块基于操作按键实现,用于实现人机交互,所述工控模块中还设置有可编程控制器,用来在执行存储逻辑运算和顺序控制、定时、计数和算术运算等操作的指令,并通过数字或模拟的输入和输出接口,控制各模块的运行,所述工控模块中还设置有数据库模块,用于可编程控制器执行过程中数据的存储,所述工控模块上还设置有显示模块,用于数据以及图像的显示;
3、所述铣削打磨系统包括有六轴机器人,用于实现加工的任意姿态,所述六轴机器人的传动端安装有铣削模块和打磨模块,所述铣削打磨系统还包括有双工位转换台,用于实现工位的转换,所述双工位转换台上分别设置有产品加工台a和产品加工台b,用于对产品进行定位,所述铣削打磨系统还包括有上料机器人,用于向产品加工台a和产品加工台b上进行上料,所述铣削打磨系统还包括有视觉检测模块,用于采集产品加工过程中视频数据。
4、优选的,所述可编程控制器分别与操作模块、数据库模块、显示模块连接,用于分别执行操作模块、数据库模块、显示模块的数据任务。
5、优选的,所述工控模块通过可编程控制器与配电模块连接,所述配电模块基于配电柜实现,用于提供电能。
6、优选的,所述工控模块通过可编程控制器分别与六轴机器人、铣削模块、打磨模块连接,用于分别控制六轴机器人、铣削模块、打磨模块运行。
7、优选的,所述工控模块通过可编程控制器与双工位转换台连接,所述双工位转换台基于与可编程控制器连接的旋转电机实现。
8、优选的,所述工控模块通过可编程控制器分别与产品加工台a和产品加工台b连接,所述产品加工台a和产品加工台b定位均基于液压夹持实现。
9、优选的,所述工控模块通过可编程控制器与上料机器人连接,用于控制上料机器人的运行。
10、优选的,所述工控模块通过可编程控制器与视觉检测模块连接,所述视觉检测模块基于cdd相机实现,用于跟踪产品工件的加工轨迹,且反馈至可编程控制器上,并由可编程控制器执行相关命令。
11、与现有技术相比,本发明实现的有益效果:上料机器人拾取未加工产品工件,将为产品工件放在产品加工台a或者产品加工台b上,双工位转换台旋转将产品工件旋转至加工位,六轴机器人调整姿态,且铣削模块先对产品工件进行铣削加工,然后打磨模块对产品工件进行打磨,该铣削打磨控制系统铣削打磨连续进行,且加工效率非常高;该铣削打磨控制系统全过程全自动实现。
技术特征:
1.一种铣削打磨控制系统,包括有工控模块和铣削打磨系统,其特征在于:所述工控模块基于工控机实现,用于数据的综合处理,所述工控模块上设置有操作模块,所述操作模块基于操作按键实现,用于实现人机交互,所述工控模块中还设置有可编程控制器,用来在执行存储逻辑运算和顺序控制、定时、计数和算术运算等操作的指令,并通过数字或模拟的输入和输出接口,控制各模块的运行,所述工控模块中还设置有数据库模块,用于可编程控制器执行过程中数据的存储,所述工控模块上还设置有显示模块,用于数据以及图像的显示;
2.根据权利要求1所述的一种铣削打磨控制系统,其特征在于:所述可编程控制器分别与操作模块、数据库模块、显示模块连接,用于分别执行操作模块、数据库模块、显示模块的数据任务。
3.根据权利要求1所述的一种铣削打磨控制系统,其特征在于:所述工控模块通过可编程控制器与配电模块连接,所述配电模块基于配电柜实现,用于提供电能。
4.根据权利要求1所述的一种铣削打磨控制系统,其特征在于:所述工控模块通过可编程控制器分别与六轴机器人、铣削模块、打磨模块连接,用于分别控制六轴机器人、铣削模块、打磨模块运行。
5.根据权利要求1所述的一种铣削打磨控制系统,其特征在于:所述工控模块通过可编程控制器与双工位转换台连接,所述双工位转换台基于与可编程控制器连接的旋转电机实现。
6.根据权利要求1所述的一种铣削打磨控制系统,其特征在于:所述工控模块通过可编程控制器分别与产品加工台a和产品加工台b连接,所述产品加工台a和产品加工台b定位均基于液压夹持实现。
7.根据权利要求1所述的一种铣削打磨控制系统,其特征在于:所述工控模块通过可编程控制器与上料机器人连接,用于控制上料机器人的运行。
8.根据权利要求1所述的一种铣削打磨控制系统,其特征在于:所述工控模块通过可编程控制器与视觉检测模块连接,所述视觉检测模块基于cdd相机实现,用于跟踪产品工件的加工轨迹,且反馈至可编程控制器上,并由可编程控制器执行相关命令。
技术总结
本发明公开了一种铣削打磨控制系统,包括有工控模块和铣削打磨系统,工控模块基于工控机实现,工控模块上设置有操作模块,操作模块基于操作按键实现,用于实现人机交互,工控模块中还设置有可编程控制器,用来在执行存储逻辑运算和顺序控制、定时、计数和算术运算等操作的指令,并通过数字或模拟的输入和输出接口,控制各模块的运行,工控模块中还设置有数据库模块,用于可编程控制器执行过程中数据的存储,工控模块上还设置有显示模块,用于数据以及图像的显示,本发明涉及机械加工技术领域。本发明,解决产品的铣削打磨需要单独的铣削设备和打磨设备分别进行加工,而且工件的上料还需要过多的人力参与,使得铣削打磨的加工效率非常低的问题。
技术研发人员:徐勇
受保护的技术使用者:安徽省力捷机器人技术应用有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!