一种U型甲板热成型定型装置的制作方法
一种u型甲板热成型定型装置
技术领域
1.本发明属于高强度钢板热冲压技术领域,具体涉及一种u型甲板热成型定型装置。
背景技术:
2.高强度钢板热成型后,自然冷却状态下变形严重,不能满足目前的产品要求。因此,需要通过设计一种用于高强度钢板热成型后的定型装置,以解决热成型后板料自然冷却状态下的变形问题。
技术实现要素:
3.(一)要解决的技术问题
4.本发明提出一种u型甲板热成型定型装置,以解决热成型后板料自然冷却状态下严重变形的技术问题。
5.(二)技术方案
6.为了解决上述技术问题,本发明提出一种u型甲板热成型定型装置,该热成型定型装置包括模架、导柱、定位柱和调整螺钉;其中,
7.模架为采用方矩管和三角块焊接而成的h型框架结构,共分为上中下三层;其中,中间层为由多根方矩管焊接而成的长方格结构;上层包括多根上层方矩管和多个三脚块,左右两端的上层方矩管通过支撑方管焊接在中间层方矩管顶部,其他上层方矩管位于左右两端的上层方矩管之间并且放置方向相同且直接焊接在中间层方矩管顶部,左右两端的上层方矩管分别通过三角块进行支撑;下层包括多根下层方矩管和多条方管支腿,下层方矩管焊接在中间层底部且放置方向与上层方矩管相同,多条方管支腿分别焊接在中间层的下表面四角及边缘中间位置;模架的上层左右两端方矩管的内侧尺寸与u型甲板的外皮开口尺寸相同,模架下层左右两端方矩管的外侧尺寸与u型甲板的内皮开口尺寸相同;
8.模架的上层四角分别固定有导柱,模架的下层方管支腿的内径与导柱的直径成过渡配合;当多个定型装置上下叠放时,下方热成型定型装置的导柱插入上方热成型定型装置的方管支腿;
9.多个定位柱通过螺钉安装在模架的上层方矩管表面,安装位置与u型甲板热成型时的定位工装相同;
10.多个调整螺钉采用螺纹连接方式安装在模架的上层方矩管的中间若干根的上表面,以及下层方矩管的中间若干根的下表面;当多个定型装置上下堆叠时,下方定型装置上表面的调整螺钉与u型甲板下表面接触,上方定型装置下表面的调整螺钉与u型甲板上表面接触,通过螺纹调节调整螺钉的高度,使得上下方的调整螺钉共同作用,以矫正u型甲板底面的形状,保证底面平整度。
11.进一步地,多个吊耳焊接在模架的侧方。
12.(三)有益效果
13.本发明提出一种u型甲板热成型定型装置,包括模架、导柱、定位柱和调整螺钉。多
个定位柱安装在模架上层方矩管表面,安装位置与u型甲板热成型时的定位工装相同;多个调整螺钉安装在模架上层方矩管的中间若干根的上表面,以及下层方矩管的中间若干根的下表面;当多个定型装置上下堆叠时,下方定型装置上表面的调整螺钉与u型甲板下表面接触,上方定型装置下表面的调整螺钉与u型甲板上表面接触,通过螺纹调节调整螺钉的高度,使得上下方调整螺钉共同作用,以矫正u型甲板底面形状,保证底面平整度。采用本发明可以减少热成型后板料在自然冷却状态下的变形。本装置采用方矩管焊接而成,重量轻;利用导柱和支腿,可以实现多个装置叠放。
附图说明
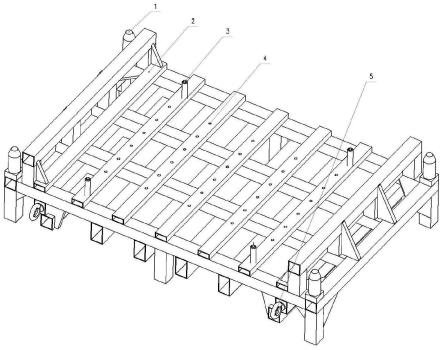
14.图1为本发明实施例的热成型定型装置立体图;
15.图2为本发明实施例的热成型定型装置主视图(堆叠状态)。
具体实施方式
16.为使本发明的目的、内容和优点更加清楚,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
17.本实施例提出一种u型甲板热成型定型装置,其结构如图1和2所示,包括模架2、导柱1、定位柱3、调整螺钉4和吊耳5。
18.模架2为采用方矩管和三角块焊接而成的h型框架结构,共分为上中下三层。其中,中间层为由六根方矩管(四周各一根以及中间平行放置的两根)焊接而成的长方格结构;上层包括九根方矩管和四个三脚块,左右两端的上层方矩管通过支撑方管焊接在中间层方矩管顶部,其他七根上层方矩管位于左右两端的上层方矩管之间并且放置方向相同且直接焊接在中间层方矩管顶部,左右两端的上层方矩管分别通过两个焊接的三角块进行支撑;下层包括六根方矩管和六条方管支腿,下层方矩管焊接在中间层底部且放置方向与上层方矩管相同,六条方管支腿分别焊接在中间层的下表面四角及边缘中间位置。
19.模架2的上层左右两端方矩管的内侧尺寸l1与u型甲板的外皮开口尺寸相同,模架2下层左右两端方矩管的外侧尺寸l2与u型甲板的内皮开口尺寸相同。u型甲板放入定型装置后,冷却过程中的内外皮开口尺寸由热成型定型装置控制,从而能够保证冷却后u型甲板的开口尺寸。
20.模架2的上层四角分别固定有导柱1,模架2的下层方管支腿的内径与导柱1的直径成过渡配合。当多个定型装置上下叠放时,下方热成型定型装置的导柱1插入上方热成型定型装置的方管支腿。
21.四个定位柱3通过螺钉安装在模架2的上层方矩管表面,安装位置与u型甲板热成型时的定位工装相同。
22.调整螺钉4采用螺纹连接方式安装在模架2的上层方矩管的中间五根的上表面,以及下层方矩管的中间四根的下表面。当本发明的多个定型装置上下堆叠时,下方定型装置上表面的调整螺钉4与u型甲板下表面接触,上方定型装置下表面的调整螺钉4与u型甲板上表面接触,通过螺纹调节调整螺钉4的高度,使得上下方的调整螺钉4共同作用,以矫正u型甲板底面的形状,保证底面平整度。
23.四个吊耳5采用焊接方式连接在模架2的侧方。
24.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
技术特征:
1.一种u型甲板热成型定型装置,其特征在于,所述热成型定型装置包括模架、导柱、定位柱和调整螺钉;其中,模架为采用方矩管和三角块焊接而成的h型框架结构,共分为上中下三层;其中,中间层为由多根方矩管焊接而成的长方格结构;上层包括多根上层方矩管和多个三脚块,左右两端的上层方矩管通过支撑方管焊接在中间层方矩管顶部,其他上层方矩管位于左右两端的上层方矩管之间并且放置方向相同且直接焊接在中间层方矩管顶部,左右两端的上层方矩管分别通过三角块进行支撑;下层包括多根下层方矩管和多条方管支腿,下层方矩管焊接在中间层底部且放置方向与上层方矩管相同,多条方管支腿分别焊接在中间层的下表面四角及边缘中间位置;模架的上层左右两端方矩管的内侧尺寸与u型甲板的外皮开口尺寸相同,模架下层左右两端方矩管的外侧尺寸与u型甲板的内皮开口尺寸相同;模架的上层四角分别固定有导柱,模架的下层方管支腿的内径与导柱的直径成过渡配合;当多个定型装置上下叠放时,下方热成型定型装置的导柱插入上方热成型定型装置的方管支腿;多个定位柱通过螺钉安装在模架的上层方矩管表面,安装位置与u型甲板热成型时的定位工装相同;多个调整螺钉采用螺纹连接方式安装在模架的上层方矩管的中间若干根的上表面,以及下层方矩管的中间若干根的下表面;当多个定型装置上下堆叠时,下方定型装置上表面的调整螺钉与u型甲板下表面接触,上方定型装置下表面的调整螺钉与u型甲板上表面接触,通过螺纹调节调整螺钉的高度,使得上下方的调整螺钉共同作用,以矫正u型甲板底面的形状,保证底面平整度。2.如权利要求1所述的热成型定型装置,其特征在于,多个吊耳焊接在模架的侧方。
技术总结
本发明提出一种U型甲板热成型定型装置,包括模架、导柱、定位柱和调整螺钉。多个定位柱安装在模架上层方矩管表面,安装位置与U型甲板热成型时的定位工装相同;多个调整螺钉安装在模架上层方矩管的中间若干根的上表面,以及下层方矩管的中间若干根的下表面;当多个定型装置上下堆叠时,下方定型装置上表面的调整螺钉与U型甲板下表面接触,上方定型装置下表面的调整螺钉与U型甲板上表面接触,通过螺纹调节调整螺钉的高度,使得上下方调整螺钉共同作用,以矫正U型甲板底面形状,保证底面平整度。采用本发明可以减少热成型后板料在自然冷却状态下的变形。本装置采用方矩管焊接而成,重量轻;利用导柱和支腿,可以实现多个装置叠放。可以实现多个装置叠放。可以实现多个装置叠放。
技术研发人员:高伟 张卫华 于智 文雄 陈利华 王智 谈光春 惠春雷 侯建
受保护的技术使用者:北京北方车辆集团有限公司
技术研发日:2022.04.11
技术公布日:2022/7/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1