具有端部成形特征的共挤压辊轧成形车顶沟成型件的制作方法
本公开总体上涉及用于提供车顶沟成型件的方法和设备,所述车顶沟成型件包括端部成形特征,所述端部成形特征消除了对端部盖的需要。
背景技术:
1、车辆可以包括辊轧成形的车顶沟成型件,所述辊轧成形的车顶沟成型件用软材料包覆成型以沿着车顶的侧面密封。成型件通常具有单独附接的端部盖以提供精美的外观。成形和安装单独的端部盖是劳动密集型的并且成本过高。其他车顶沟成型件具有冲压端部,所述冲压端部通过采用现有的成形/挤压车顶沟成型件并且切掉所述沟成型件的边缘以成形所述沟成型件的端部而成形。冲压过程是劳动密集型的并且可具有高的废品率。
技术实现思路
1、根据本公开的示例性方面的方法尤其包括:在扁平金属条带的侧边缘中切割相对的槽口以提供扁平的开槽条带,所述扁平的开槽条带具有沿着扁平的开槽条带的长度延伸的成对槽口;辊轧成形扁平的开槽条带以提供压型的开槽条带;挤压柔性材料以覆盖压型的开槽条带以提供车顶沟成型件;在槽口位置切割车顶沟成型件以实现在包括突片的成型件切割端部之间延伸的期望成型件长度,并且从与成型件切割端部相关联的槽口移除柔性材料的图案;以及弯曲突片以提供用于车顶沟成型件的最终成形端部。
2、在前述方法的再一个非限制性实施例中,扁平金属条带具有相对的侧边缘,所述相对的侧边缘沿着所述扁平金属条带的长度延伸,并且彼此间隔开所述扁平金属条带的宽度,并且其中在相对的侧边缘中的一个中切割第一槽口,并且在相对的侧边缘中的另一个中切割第二槽口,所述第二槽口跨宽度与第一槽口对准以成形所述槽口中的一对,并且其中其他对槽口沿着长度彼此间隔开地成形以成形扁平的开槽条带。
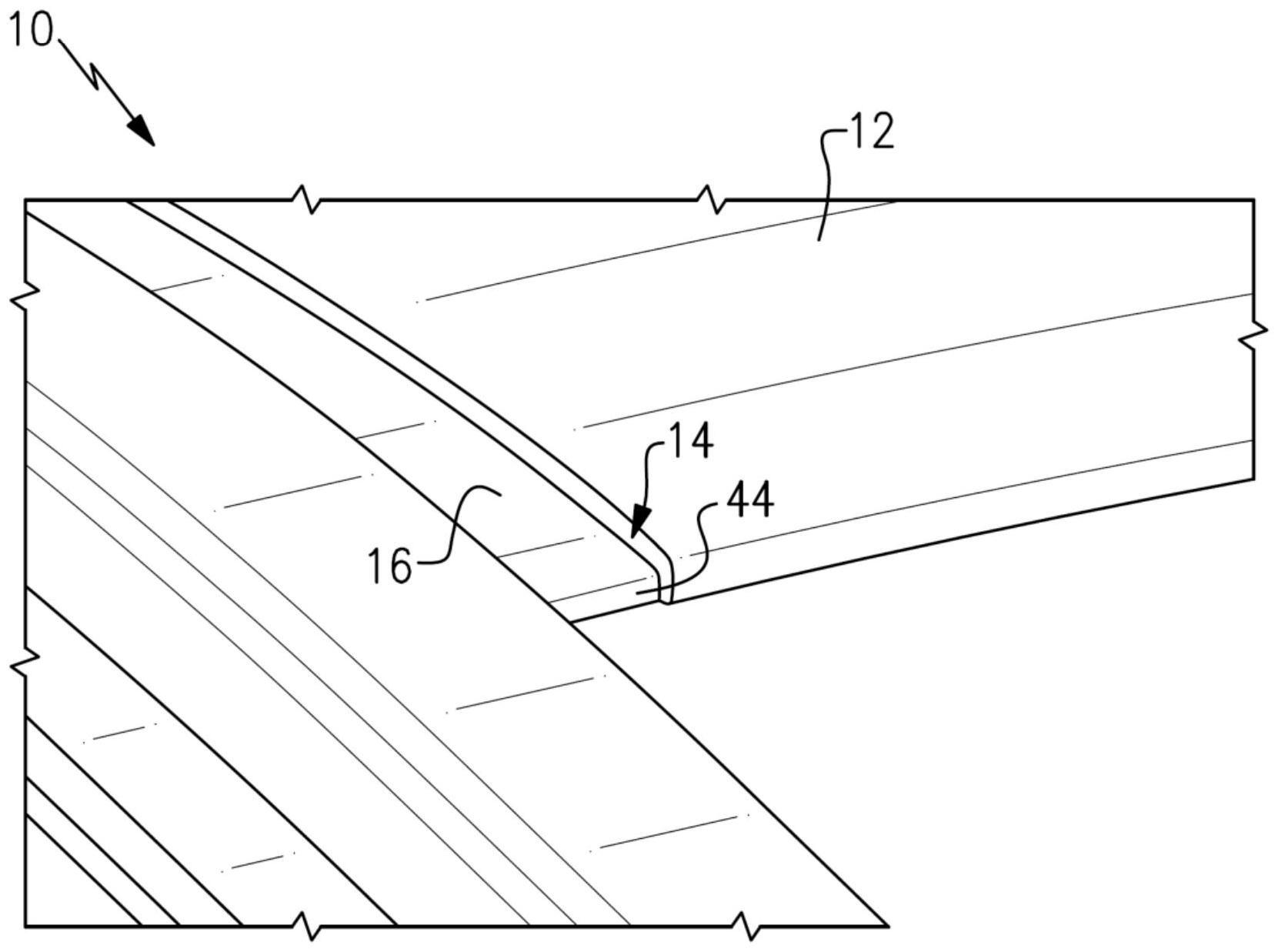
3、在任一前述方法的再一个非限制性实施例中,从槽口移除的柔性材料的图案包括三角形图案使得从车顶沟成型件的每个侧边缘朝向突片的远侧端部提供锥形表面。
4、在任一前述方法的再一个非限制性实施例中,所述方法包括将车顶沟成型件放置在拉弯机中,成形车顶沟成型件以适配车顶的轮廓,并且弯曲在每个成型件切割端部处的突片以提供最终成形端部。
5、在任一前述方法的再一个非限制性实施例中,扁平金属条带由铝材料制成并且其中柔性材料包括塑料。
6、根据本公开的又一个示例性方面的方法尤其包括:成形扁平金属条带;在扁平金属条带中成形槽口以提供扁平的开槽条带;辊轧成形扁平的开槽条带以提供压型的开槽条带;挤压柔性材料以覆盖压型的开槽条带以提供共挤压辊轧成形的车顶沟成型件;将共挤压辊轧成形的车顶沟成型件切割成期望的长度以提供具有切割端部的车顶沟成型件,所述切割端部在槽口位置以在每个切割端部处提供突片;从与切割端部相关联的槽口移除柔性材料的图案;以及弯曲突片以提供用于车顶沟成型件的最终成形端部。
7、在任一前述方法的再一个非限制性实施例中,扁平金属条带由铝材料制成。
8、在任一前述方法的再一个非限制性实施例中,柔性材料包括塑料。
9、在任一前述方法的再一个非限制性实施例中,所述方法包括从卷展开连续金属条带并且使所述连续金属条带穿过压平机以提供扁平金属条带。
10、在任一前述方法的再一个非限制性实施例中,所述方法包括使扁平金属条带穿过卷取环或限制器以允许扁平金属条带的下游部分停止足够长的时间以在扁平金属条带中成形槽口,同时保持连续金属条带的展开速率一致。
11、在任一前述方法的再一个非限制性实施例中,所述方法包括将扁平金属条带的下游部分进给到液压冲床中以沿着扁平金属条带的长度成形槽口使得成形扁平的开槽条带。
12、在任一前述方法的再一个非限制性实施例中,所述方法包括:在辊轧成形机中成形压型的开槽条带以具有c形部段廓形;挤压柔性材料以成型于并且覆盖整个c形部段廓形以成形共挤压辊轧成形的车顶沟成型件;并且将共挤压辊轧成形的车顶沟成型件进给到切割机中。
13、在任一前述方法的再一个非限制性实施例中,从切割端部移除的柔性材料的图案包括三角形图案使得从车顶沟成型件的每个侧边缘朝向突片的远侧端部提供锥形表面。
14、在任一前述方法的再一个非限制性实施例中,所述方法包括将车顶沟成型件放置在拉弯机中,成形成型件以适配车顶的轮廓,并且弯曲在车顶沟成型件的每个端部处的突片以提供最终成形端部。
15、在任一前述方法的再一个非限制性实施例中,扁平金属条带具有相对的侧边缘,所述相对的侧边缘沿着所述扁平金属条带的长度延伸,并且彼此间隔开所述扁平金属条带的宽度,并且其中在相对的侧边缘中的一个中切割第一槽口,并且在相对的侧边缘中的另一个中切割第二槽口,所述第二槽口跨宽度与第一槽口对准以成形一对槽口,并且其中其他对槽口沿着长度彼此间隔开地成形以成形扁平的开槽条带。
16、在任一前述方法的再一个非限制性实施例中,从槽口移除的柔性材料的图案包括三角形图案使得从车顶沟成型件的每个侧边缘朝向突片的远侧端部提供锥形表面。
17、在任一前述方法的再一个非限制性实施例中,所述方法包括弯曲在每个切割端部处的突片以提供最终成形端部。
18、根据本公开的又一个示例性方面的设备尤其包括第一切割机,所述第一切割机用于在扁平金属条带的侧边缘中切割相对的槽口以提供扁平的开槽条带,所述扁平的开槽条带具有沿着扁平的开槽条带的长度延伸的成对槽口。辊轧成形机接收扁平的开槽条带并且辊轧成形扁平的开槽条带以提供压型的开槽条带。挤压机接收压型的开槽条带并且挤压柔性材料以覆盖压型的开槽条带以提供车顶沟成型件。第二切割机在槽口位置切割车顶沟成型件以实现在包括突片的切割端部之间延伸的期望的长度,并且从与切割端部相关联的槽口移除柔性材料的图案。拉弯机成形车顶沟成型件以适配车辆车顶的轮廓并且弯曲突片以提供用于车顶沟成型件的最终成形端部。
19、根据本公开的又一个示例性方面的设备尤其包括预先开槽条带,所述预先开槽条带成形为具有在设置在相对的条带端部处的槽口之间延伸的廓形,每个端部都包括突片。柔性材料覆盖廓形使得整个预先开槽条带被柔性材料覆盖以包括车顶沟成型件,所述车顶沟成型件被配置为沿着车辆车顶的边缘适配。柔性材料提供锥形表面,所述锥形表面从车顶沟成型件的每个侧边缘朝向突片的远侧端部延伸。每个突片被配置为提供弯曲部分,所述弯曲部分成形用于车顶沟成型件的完成端部。
20、在任一前述设备的再一个非限制性实施例中,廓形包括c形廓形。
21、可独立地或以任何组合方式采用前述段落、权利要求或以下描述和附图的实施例、示例和替代方案(包括它们的各种方面或相应各个特征中的任何一个)。结合一个实施例描述的特征适用于所有实施例,除非此类特征是不兼容的。
技术特征:
1.一种方法,其包括:
2.根据权利要求1所述的方法,其中所述扁平金属条带具有相对的侧边缘,所述相对的侧边缘沿着所述扁平金属条带的所述长度延伸,并且彼此间隔开所述扁平金属条带的宽度,并且其中在所述相对的侧边缘中的一个中切割第一槽口,并且在所述相对的侧边缘中的另一个中切割第二槽口,所述第二槽口跨所述宽度与所述第一槽口对准以成形所述槽口中的一对,并且其中其他对槽口沿着所述长度彼此间隔开地成形以成形所述扁平的开槽条带。
3.根据权利要求1所述的方法,其中从所述槽口移除的柔性材料的所述图案包括三角形图案使得从所述车顶沟成型件的每个侧边缘朝向所述突片的远侧端部提供锥形表面。
4.根据权利要求3所述的方法,其包括将所述车顶沟成型件放置在拉弯机中,成形所述车顶沟成型件以适配车顶的轮廓,并且弯曲在每个成型件切割端部处的所述突片以提供所述最终成形端部。
5.一种方法,其包括:
6.根据权利要求5所述的方法,其中所述扁平金属条带由铝材料制成和/或所述柔性材料包括塑料。
7.根据权利要求5所述的方法,其包括从卷展开连续金属条带,使所述连续金属条带穿过压平机以提供所述扁平金属条带,以及使所述扁平金属条带穿过卷取环或限制器以允许所述扁平金属条带的下游部分停止足够长的时间以在所述扁平金属条带中成形槽口,同时保持所述连续金属条带的展开速率一致。
8.根据权利要求7所述的方法,其包括将所述扁平金属条带的所述下游部分进给到液压冲床中以沿着所述扁平金属条带的长度成形槽口使得成形所述扁平的开槽条带。
9.根据权利要求8所述的方法,其包括:在辊轧成形机中成形所述压型的开槽条带以具有c形部段廓形;挤压所述柔性材料以成型于并且覆盖整个所述c形部段廓形以成形所述共挤压辊轧成形的车顶沟成型件;并且将所述共挤压辊轧成形的车顶沟成型件进给到切割机中。
10.根据权利要求9所述的方法,其中从所述切割端部移除的柔性材料的所述图案包括三角形图案使得从所述车顶沟成型件的每个侧边缘朝向所述突片的远侧端部提供锥形表面。
11.根据权利要求10所述的方法,其包括将所述车顶沟成型件放置在拉弯机中,成形所述成型件以适配车顶的轮廓,并且弯曲在所述车顶沟成型件的每个端部处的所述突片以提供最终成形端部。
12.根据权利要求5所述的方法,其中所述扁平金属条带具有相对的侧边缘,所述相对的侧边缘沿着所述扁平金属条带的长度延伸,并且彼此间隔开所述扁平金属条带的宽度,并且其中在所述相对的侧边缘中的一个中切割第一槽口,并且在所述相对的侧边缘中的另一个中切割第二槽口,所述第二槽口跨所述宽度与所述第一槽口对准以成形一对槽口,并且其中其他对槽口沿着所述长度彼此间隔开地成形以成形所述扁平的开槽条带,并且其中从所述槽口移除的柔性材料的所述图案包括三角形图案使得从所述车顶沟成型件的每个侧边缘朝向所述突片的远侧端部提供锥形表面。
13.一种用于成形根据权利要求5所述的车顶沟成型件的设备,其包括:
14.一种车顶沟成型件,其包括:
15.根据权利要求14所述的车顶沟成型件,其中所述廓形包括c形廓形。
技术总结
本公开提供“具有端部成形特征的共挤压辊轧成形车顶沟成型件”。根据本公开的示例性方面的设备和方法尤其包括在扁平金属条带的侧边缘中切割相对的槽口以提供扁平的开槽条带,所述扁平的开槽条带具有沿着所述扁平的开槽条带的长度延伸的成对槽口。所述扁平的开槽条带被辊轧成形以提供压型的开槽条带并且柔性材料被挤压以覆盖所述压型的开槽条带以提供车顶沟成型件。在槽口位置切割所述车顶沟成型件以实现在包括突片的成型件切割端部之间延伸的期望成型件长度,并且从与所述成型件切割端部相关联的所述槽口移除柔性材料的图案。所述突片被弯曲以提供用于所述车顶沟成型件的最终成形端部。
技术研发人员:保罗·肯尼士·戴尔洛克,大卫·布莱恩·格利克曼,斯图尔特·C·索尔特,迈克尔·A·穆斯利赫
受保护的技术使用者:福特全球技术公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!