电阻焊钳与抓手共有装置的制作方法
本发明的实施例涉及一种汽车零部件制造中的制造夹具,特别涉及一种电阻焊钳与抓手共有装置。
背景技术:
1、机器人已经大批量应用的汽车生产制造中,例如喷涂、焊接、装配等。机器人只能做为载体,必需有对应的抓具才能实际应用。机器人具有很好的互换性,可以切换不同的抓具实现不同工艺的应用。一般常用的切换方式:1、定期手动更换抓具;2、采用自动换枪盘系统更换抓具。但这两种方式都需要切换时间,增加节拍,同时设备占用场地和设备成本也增加。现有的技术中,一般都采用一台机器人带二种工具都是通过自动换枪盘系统进行工具切换。但是,这种切换模式会增加线体节拍。
技术实现思路
1、本发明的实施方式的目的在于提供一种不影响节拍时间、不需要通过自动换枪盘系统进行切换的电阻焊钳与抓手共有装置。
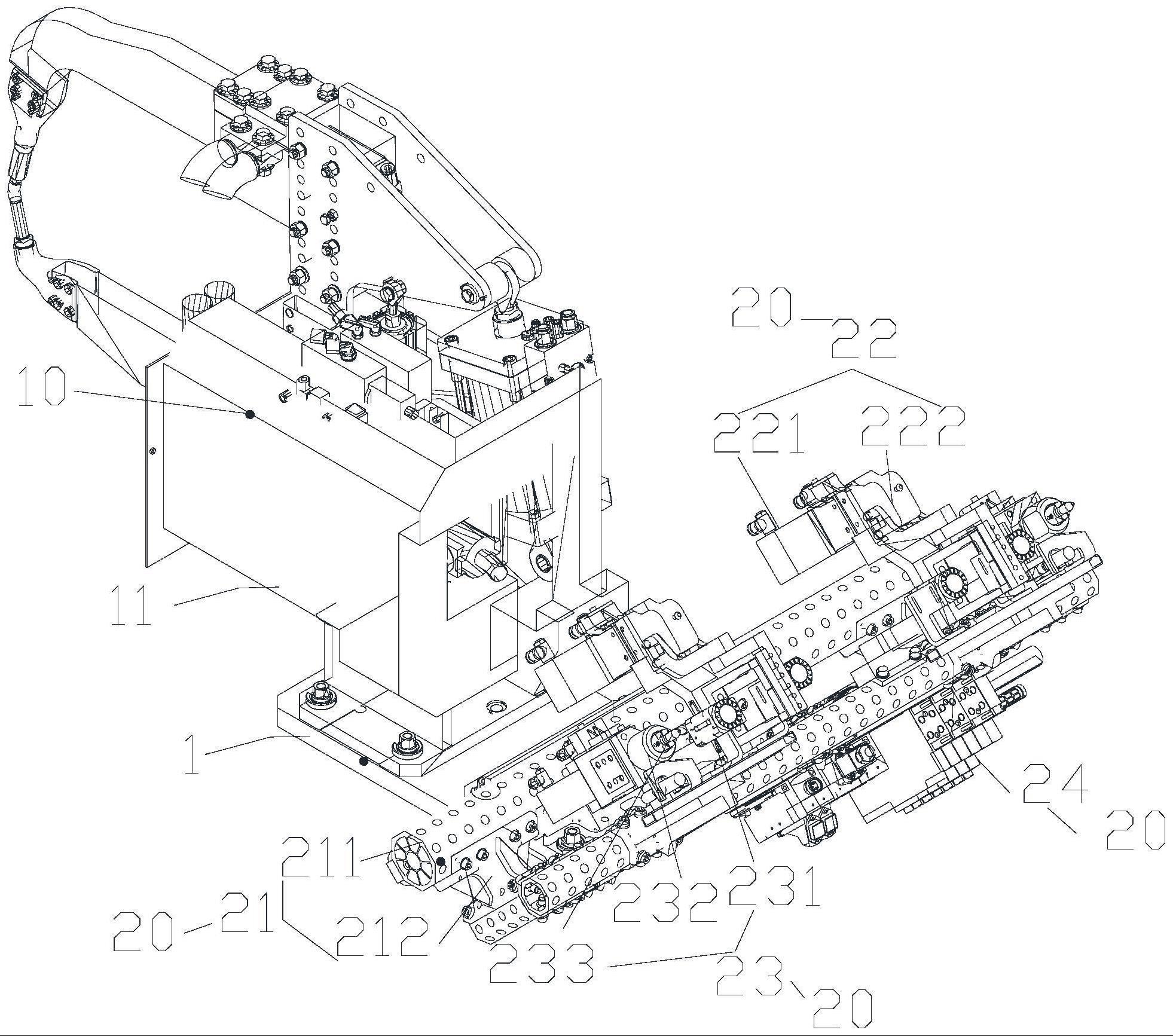
2、为了实现上述目的,本发明的实施方式设计了一种电阻焊钳与抓手共有装置,其特征在于,包括:
3、机器人固定底座;
4、电阻焊钳,在所述的机器人固定底座的一侧固定所述的电阻焊钳;
5、抓手,在所述的机器人固定底座的另一侧固定所述的抓手;
6、所述电阻焊钳与所述抓手翻转后,位置互换。
7、进一步,所述的电阻焊钳与所述抓手翻转180°,位置互换。
8、进一步,所述的电阻焊钳,还包括:
9、焊钳固定支架,在所述的机器人固定底座上固定所述的焊钳支架;
10、焊钳下活动支架,在所述的焊钳固定支架的上方设置固定轴,所述的固定轴穿入所述焊钳固定支架和所述焊钳下活动支架上;所述的固定轴与所述焊钳固定支架和所述焊钳下活动支架固定;
11、焊钳上活动支架,所述的固定轴穿入所述的焊钳上活动支架的轴孔中;所述焊钳上活动支架在所述的固定轴上活动连接;
12、焊钳活动气缸,在所述的焊钳下活动支架一端活动连接所述焊钳活动气缸的底座;在所述的焊钳上活动支架一端活动连接所述焊钳活动气缸的活塞轴;
13、上焊钳,所述的焊钳上活动支架上固定所述上焊钳;
14、下焊钳,所述的焊钳下活动支架上固定所述下焊钳;
15、所述焊钳活动气缸带动所述焊钳上活动支架的所述上焊钳,在所述的焊钳下活动支架上的所述下焊钳上下运动,进行焊接;
16、限位器,在所述的上焊钳的下方,在所述焊钳下活动支架上固定所述限位器;用于限制所述上焊钳的运动幅度。
17、进一步,所述的抓手,还包括:
18、抓手本体框架;
19、夹紧机构,在所述的抓手本体框架的一侧固定所述的夹紧机构;
20、定位机构,在所述的抓手本体框架的上方固定若干个所述的定位机构;
21、阀岛气控组件,在所述的抓手本体框架的一侧固定所述阀岛气控组件。
22、进一步,所述的抓手本体框架,还包括:
23、带孔圆柱连接柱,在所述夹紧机构和所述定位机构均固定在所述带孔圆柱连接柱上;所述带孔圆柱连接柱对称设置;
24、连接块,在所述带孔圆柱连接柱之间用所述连接块来连接。
25、进一步,所述的夹紧机构,还包括:
26、夹紧气缸,在所述的抓手本体框架的一侧上固定所述的夹紧气缸;
27、夹具,在所述的夹紧气缸上连接所述的夹具。
28、进一步,所述的定位机构,还包括:
29、直线轴承套,在所述的抓手本体框架上,沿着所述带孔圆柱连接柱的一侧固定若干个所述直线轴承套;
30、定位销柱块,在所述的直线轴承套之间设置若干个定位销柱块;
31、定位销柱,在所述定位销柱块上方固定所述定位销柱。
32、进一步,在所述的阀岛气控组件由若干个电池阀组成,所述的电池阀分别控制夹紧气缸、焊钳活动气缸动作。
33、本发明的实施方式同现有技术相比,采用在机器人固定底座的一侧固定电阻焊钳;在机器人固定底座的另一侧固定抓手;电阻焊钳与抓手翻转后,位置互换;从而实现电阻焊钳与抓手的共有装置,解决了现有的技术中,一般都采用一台机器人带二种工具都是通过自动换枪盘系统进行工具切换。但是,这种切换模式会增加线体节拍的技术问题,实现了缩短节拍时间、不需要通过自动换枪盘系统进行切换的技术效果。
技术特征:
1.一种电阻焊钳与抓手共有装置,其特征在于,包括:
2.根据权利要求1所述的电阻焊钳与抓手共有装置,其特征在于,所述的电阻焊钳与所述抓手翻转180°,位置互换。
3.根据权利要求1所述的电阻焊钳与抓手共有装置,其特征在于,所述的电阻焊钳,还包括:
4.根据权利要求1所述的电阻焊钳与抓手共有装置,其特征在于,所述的抓手,还包括:
5.根据权利要求4所述的电阻焊钳与抓手共有装置,其特征在于,所述的抓手本体框架,还包括:
6.根据权利要求4所述的电阻焊钳与抓手共有装置,其特征在于,所述的夹紧机构,还包括:
7.根据权利要求4所述的电阻焊钳与抓手共有装置,其特征在于,所述的定位机构,还包括:
8.根据权利要求4所述的电阻焊钳与抓手共有装置,其特征在于,在所述的阀岛气控组件由若干个电池阀组成,所述的电池阀分别控制夹紧气缸、焊钳活动气缸动作。
技术总结
本发明涉及一种电阻焊钳与抓手共有装置,采用在机器人固定底座的一侧固定电阻焊钳;在机器人固定底座的另一侧固定抓手;电阻焊钳与抓手翻转后,位置互换;从而实现电阻焊钳与抓手的共有装置,解决了现有的技术中,一般都采用一台机器人带二种工具都是通过自动换枪盘系统进行工具切换。但是,这种切换模式会增加线体节拍的技术问题,实现了缩短节拍时间、不需要通过自动换枪盘系统进行切换的技术效果。
技术研发人员:雷昌礼
受保护的技术使用者:上海君屹工业自动化股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!