一种汽车前杠LED射灯安装支架多工位级进模
本发明涉及级进模,尤其涉及一种汽车前杠led射灯安装支架多工位级进模。
背景技术:
1、汽车前杠 led 射灯安装支架壳体外形为 l 形,上下壁厚均匀一致,形状简单但不完全对称,其外形较适合线切割加工而成,但是,线切割加工的材料利用率很低,而且线切割加工过程中会破坏零件基体组织的连续性,力学性能较差,很难满足使用要求。
2、鉴于此,本发明涉及一种采用塑性变形中冲压成形的方法来获得,冲压件力学性能较好、尺寸精度较高,而且使用冲压模具,冲压件具有良好的互换性,适合大批量生产的汽车前杠led射灯安装支架多工位级进模。
技术实现思路
1、为了解决上述技术问题,本发明提供一种上模装置在外接多工位压力机的作的带动下做上下往复运动,并通过滚动导柱导套进行导向,从而实现上模装置、下模装置的开模和合模动作,开合模一次,坯料前进一个步距,模具同时在7 个工位上完成冲孔,落料,弯曲等所有冲压工序,生产率极高,而且整个冲压的成品具有较好的力学性能、尺寸精度较高,而且使用冲压模具,冲压件具有良好的互换性和精准定位,适合大批量生产的汽车前杠led射灯安装支架多工位级进模
2、本发明的技术方案如下:一种汽车前杠led射灯安装支架多工位级进模,包括:下模装置以及通过滚动导柱导套进行导向连接且上下往复运动与下模装置上的上模装置,在外接多工位压力机的作用下所述上模装置和下模装置完成一次开合,坯料横向移动进料一个步距;所述汽车前杠led射灯安装支架多工位级进模还包括导向夹紧机构,所述导向夹紧机构可拆卸,且对称安装在所述下模装置上,所述导向夹紧机构可在所述上模装置向下模装置靠拢时向下延伸出固定坯料。
3、进一步地,所述导向夹紧机构包括导料板;所述导料板上设有通气孔;所述导料板设有用于初步定位的延伸部;所述延伸部上设有竖直向下的安装孔;所述安装孔与所述通气孔相通;所述安装孔内侧可移动设有压紧部件;当所述通气孔内侧气压增大时可驱动所述压紧部件下移完成对坯料二次固定夹紧。
4、进一步地,所述压紧部件包括伸缩腔体以及位于所述伸缩腔体底部的柔性可变形的液腔;所述伸缩腔体与所述通气孔密封连接;所述柔性可变形的液腔内充有电流变液;所述柔性可变形的液腔两侧内壁相对设置有电极;外部电路通过所述电极对电流变液施加强电场控制电流变液瞬间凝固。
5、进一步地,所述伸缩腔体可压缩的波纹结构或弹性材质。
6、进一步地,所述柔性可变形的液腔为绝缘材质或外表面做绝缘处理。
7、进一步地,所述上模装置包括由上至下设置的上模座、固定板、卸料板;所述上模座与固定板之间通过紧固件连接;所述卸料板可相对固定板进行滑动;沿所述坯料移动的方向上所述固定板可拆卸插设有第一工位、第二工位、第三工位、第四工位、第五工位以及对称设置的导正销;所述第一工位用于冲压直径为5和直径为6的冲孔;所述第二工位用于冲压半径5.5和半径3.5的槽孔;所述第三工位用于冲压半径5.5的第二槽孔;所述第四工位用于冲压坯料上多余的余料;所述第五工位用于将配料切断后进行90°折弯;所述第二工位与所述第三工位之间间隔一个工位;所述第四工位与所述第五工位之间间隔一个工位。
8、进一步地,所述第一工位为对称设置的冲孔直径5凸模和冲孔直径6凸模,且由左至右设置; 所述第二工位为对称设置的槽孔半径5.5凸模和槽孔半径3.5凸模,且由左至右设置;所述第三工位为第二槽孔半径5.5凸模;所述第四工位为余料凸模;所述第五工位为弯曲凸模,所述弯曲凸模一侧倾斜设置,所述冲孔直径5凸模、冲孔直径6凸模、槽孔半径5.5凸模、槽孔半径3.5凸模、第二槽孔半径5.5凸模、余料凸模以及弯曲凸模的冲压端涂有一层厚度为0.02μm的涂层;所述上模座上设有半导体制冷片,用于对所述冲孔直径5凸模、冲孔直径6凸模、槽孔半径5.5凸模、槽孔半径3.5凸模、第二槽孔半径5.5凸模、余料凸模以及弯曲凸模进行快速降温。
9、进一步地,所述下模装置包括下模座、与所述下模座固定连接的凹模以及可活动设置于所述凹模上的顶出部件。
10、进一步地,所述凹模倾斜设有弯曲凹槽,所述弯曲凹槽与竖直方向成角度为10°;所述顶出部件可活动插设于所述弯曲凹槽上,用于将成品顶出;所述顶出部件包括顶件矩形弹簧;所述顶件矩形弹簧一端插设于下模装置上一端连接顶件;所述顶件一端倾斜设置,且倾斜面上涂有一层厚度为0.02μm的涂层。
11、进一步地,所述坯料为厚度为2的铝合金板件。
12、本发明具有如下有益效果:
13、1、本发明的压紧部件利用伸缩腔体的可伸缩性驱动配压紧部件进行升降在合电流变液的液体形态对胚料工件进行部分包覆压紧,在利用强电场使部分包覆的电流变液整体转化为固态,从而实现对胚料工件的部分包覆式固定,通过这两者结合一起起到了超预想的夹持固定效果,从而提高工件的加工效率。
14、2、本发明的各个凸模采用镶拼式凸模结构,这样不仅减少凸模制造过程中锻造、热处理和机加工所带来的困难,还可减少昂贵模具钢的使用量。凸模与其固定板之间采用h7/m6的过渡配合,同时将凸模非工作端设计成局部台肩,使其在竖直方向上固定在凸模垫板和凸模固定板之间,保证其在工作时不被凹模拔出。
15、3、本发明在具有加工精度高,生产效率高,模具结构设计合理,产品一致性好,工作稳定,导柱导套导向模架,其工作平稳,导向精度高,带导向作用导正销保证了垂直送料方向的定位,同时采用导向夹紧机构对坯料进行双重定位,以保证送料步距的定位,采用弹性卸料装置,保证了冲件的质量。
16、4、本发明结构设计合理,能够实现在7 个工位中完成冲孔、落料和弯曲等冲压基本工序,有效的实现了在一套模具中同时完成27 个不同孔径的冲裁,不规则外形的落料以及l 形90度角的弯曲,极大的提高生产率,而且整个冲压的成品具有较好的力学性能、尺寸精度较高,而且使用冲压模具,冲压件具有良好的互换性和精准定位,适合大批量生产。
技术特征:
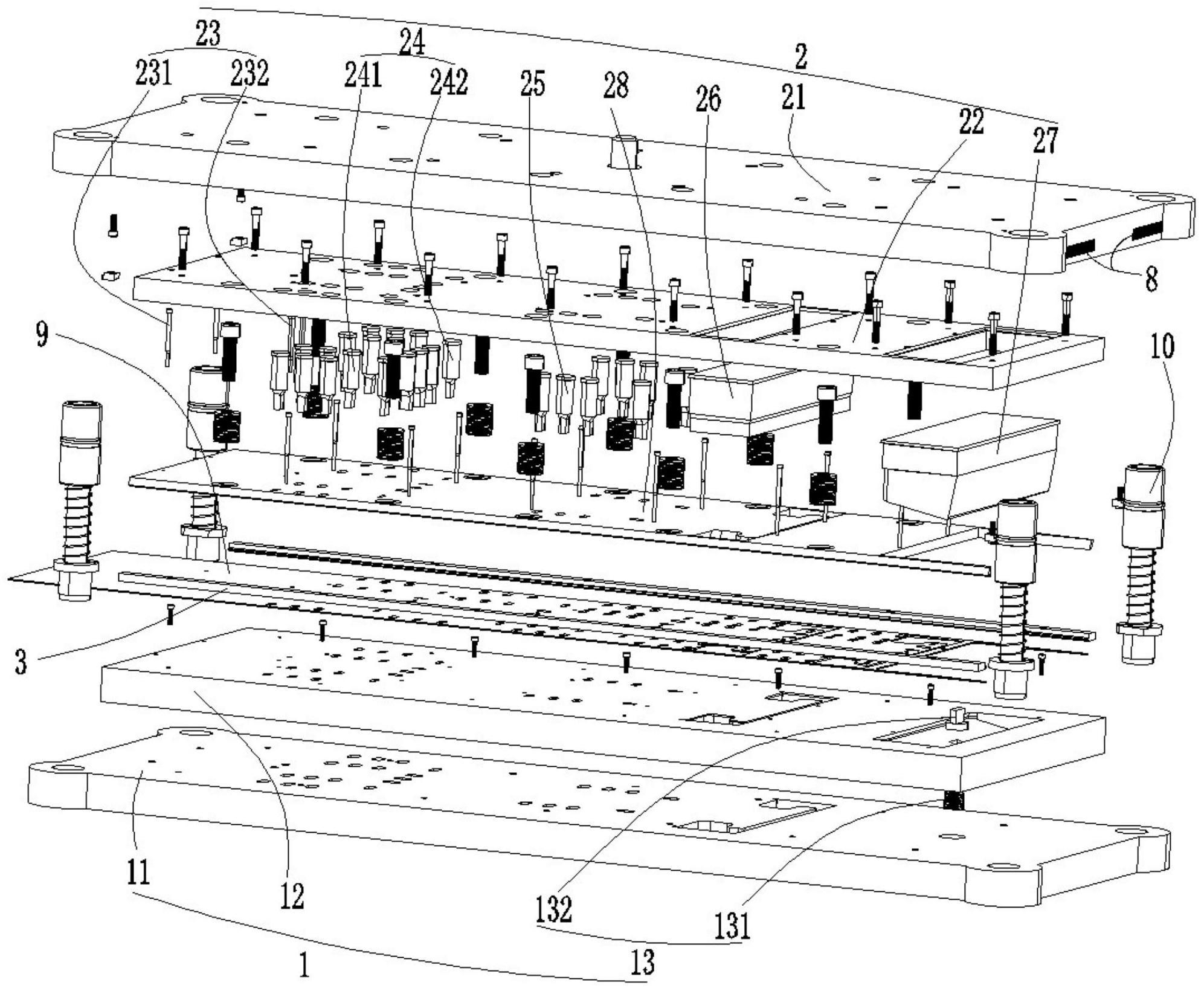
1.一种汽车前杠led射灯安装支架多工位级进模,其特征在于:包括:下模装置(1)以及通过滚动导柱导套(10)进行导向连接且上下往复运动与下模装置(1)上的上模装置(2),在外接多工位压力机的作用下所述上模装置(2)和下模装置(1)完成一次开合,坯料(9)横向移动进料一个步距;所述汽车前杠led射灯安装支架多工位级进模还包括导向夹紧机构(3),所述导向夹紧机构(3)可拆卸,且对称安装在所述下模装置(1)上,所述导向夹紧机构(3)可在所述上模装置(2)向下模装置(1)靠拢时向下延伸出固定坯料(9)。
2.如权利要求1所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述导向夹紧机构(3)包括导料板(31);所述导料板(31)上设有通气孔(311);所述导料板(31)设有用于初步定位的延伸部(32);所述延伸部(32)上设有竖直向下的安装孔(321);所述安装孔(321)与所述通气孔(311)相通;所述安装孔(321)内侧可移动设有压紧部件(33);当所述通气孔(311)内侧气压增大时可驱动所述压紧部件(33)下移完成对坯料(9)二次固定夹紧。
3.如权利要求2所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述压紧部件(33)包括伸缩腔体(331)以及位于所述伸缩腔体(331)底部的柔性可变形的液腔(332);所述伸缩腔体(331)与所述通气孔(311)密封连接;所述柔性可变形的液腔(332)内充有电流变液(3321);所述柔性可变形的液腔(332)两侧内壁相对设置有电极(3322);外部电路通过所述电极(3322)对电流变液(3321)施加强电场控制电流变液瞬间凝固。
4.如权利要求3所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述伸缩腔体(331)可压缩的波纹结构或弹性材质。
5.如权利要求3所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述柔性可变形的液腔(332) 为绝缘材质或外表面做绝缘处理。
6.如权利要求1所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述上模装置(2)包括由上至下设置的上模座(21)、固定板(22)、卸料板(28);所述上模座(21)与固定板(22)之间通过紧固件连接;所述卸料板(28)可相对固定板(22)进行滑动;沿所述坯料(9)移动的方向上所述固定板(22)可拆卸插设有第一工位(23)、第二工位(24)、第三工位(25)、第四工位(26)、第五工位(27)以及对称设置的导正销(16);所述第一工位(23)用于冲压直径为5冲孔(231)和直径为6的冲孔(232);所述第二工位(24)用于冲压半径5.5的槽孔(241)和半径3.5的槽孔(242);所述第三工位(25)用于冲压半径5.5的第二槽孔;所述第四工位(26)用于冲压坯料(9)上多余的余料;所述第五工位(27)用于将配料切断后进行90°折弯;所述第二工位(24)与所述第三工位(25)之间间隔一个工位;所述第四工位(26)与所述第五工位(27)之间间隔一个工位。
7.如权利要求6所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述第一工位(23)为对称设置的冲孔直径5凸模和冲孔直径6凸模,且由左至右设置; 所述第二工位(24)为对称设置的槽孔半径5.5凸模和槽孔半径3.5凸模,且由左至右设置;所述第三工位(25)为第二槽孔半径5.5凸模;所述第四工位(26)为余料凸模;所述第五工位(27)为弯曲凸模,所述弯曲凸模一侧倾斜设置,所述冲孔直径5凸模、冲孔直径6凸模、槽孔半径5.5凸模、槽孔半径3.5凸模、第二槽孔半径5.5凸模、余料凸模以及弯曲凸模的冲压端涂有一层厚度为0.02μm的涂层;所述上模座(21)上设有半导体制冷片(8),用于对所述冲孔直径5凸模、冲孔直径6凸模、槽孔半径5.5凸模、槽孔半径3.5凸模、第二槽孔半径5.5凸模、余料凸模以及弯曲凸模进行快速降温。
8.如权利要求1所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述下模装置(1)包括下模座(11)、与所述下模座(11)固定连接的凹模(12)以及可活动设置于所述凹模(12)上的顶出部件(13)。
9.如权利要求8所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述凹模(12)倾斜设有弯曲凹槽,所述弯曲凹槽与竖直方向成角度为10°;所述顶出部件(13)可活动插设于所述弯曲凹槽上,用于将成品顶出;所述顶出部件(13)包括顶件矩形弹簧(131);所述顶件矩形弹簧一端插设于下模装置(1)上一端连接顶件(132);所述顶件(132)一端倾斜设置,且倾斜面上涂有一层厚度为0.02μm的涂层。
10.如权利要求1所述的汽车前杠led射灯安装支架多工位级进模,其特征在于:所述坯料(9)为厚度为2的铝合金板件。
技术总结
本发明涉及一种汽车前杠LED射灯安装支架多工位级进模,包括:下模装置以及通过滚动导柱导套进行导向连接且上下往复运动与下模装置上的上模装置,在外接多工位压力机的作用下所述上模装置和下模装置完成一次开合,坯料横向移动进料一个步距;所述汽车前杠LED射灯安装支架多工位级进模还包括导向夹紧机构,所述导向夹紧机构可拆卸,且对称安装在所述下模装置上,所述导向夹紧机构可在所述上模装置向下模装置靠拢时向下延伸出固定坯料。本发明结构设计合理,能够实现在个工位中完成冲孔、落料和弯曲等冲压基本工序,有效的实现了在一套模具中同时完成个不同孔径的冲裁,不规则外形的落料以及L形90度角的弯曲,极大的提高生产率。
技术研发人员:张慧菊,卓丽云,陈泽林
受保护的技术使用者:厦门工学院
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!