一种应用于内燃机气缸的车削结构的制作方法
本发明涉及内燃机生产工装,具体涉及一种应用于内燃机气缸的车削结构。
背景技术:
1、内燃机气缸主体为保证其结构强度,大多采用锻压金属块车削加工的工艺进行生产,除气缸主体的内部空腔外,气缸主体外侧壁上的铆接固定用的孔位也采用车削工艺进行生产,现有的气缸主体大多为圆柱结构,其外侧壁上的孔位也大多位于同一圆周上,但是,极个别的情况下,气缸主体外侧壁上的铆接孔位为散乱分布,这使得在车削加工时,现有设备需要针对每个孔位进行复杂的调校定位,甚至是无法进行生产加工,针对该问题,需要进行相关设备的研发,使其适用于铆接孔位散乱分布的气缸主体的加工。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供了一种应用于内燃机气缸的车削结构,其针对外壳不规则分布铆接孔的气缸主体,设计了可调整角度位置的夹持件,并与之配合设置校准调节结构,进而方便根据气缸主体上孔位的分布,将夹持固定的气缸主体调整与切削刀头对齐,进而方便进行定位加工。
2、为达到上述目的,本发明采用了下列技术方案:
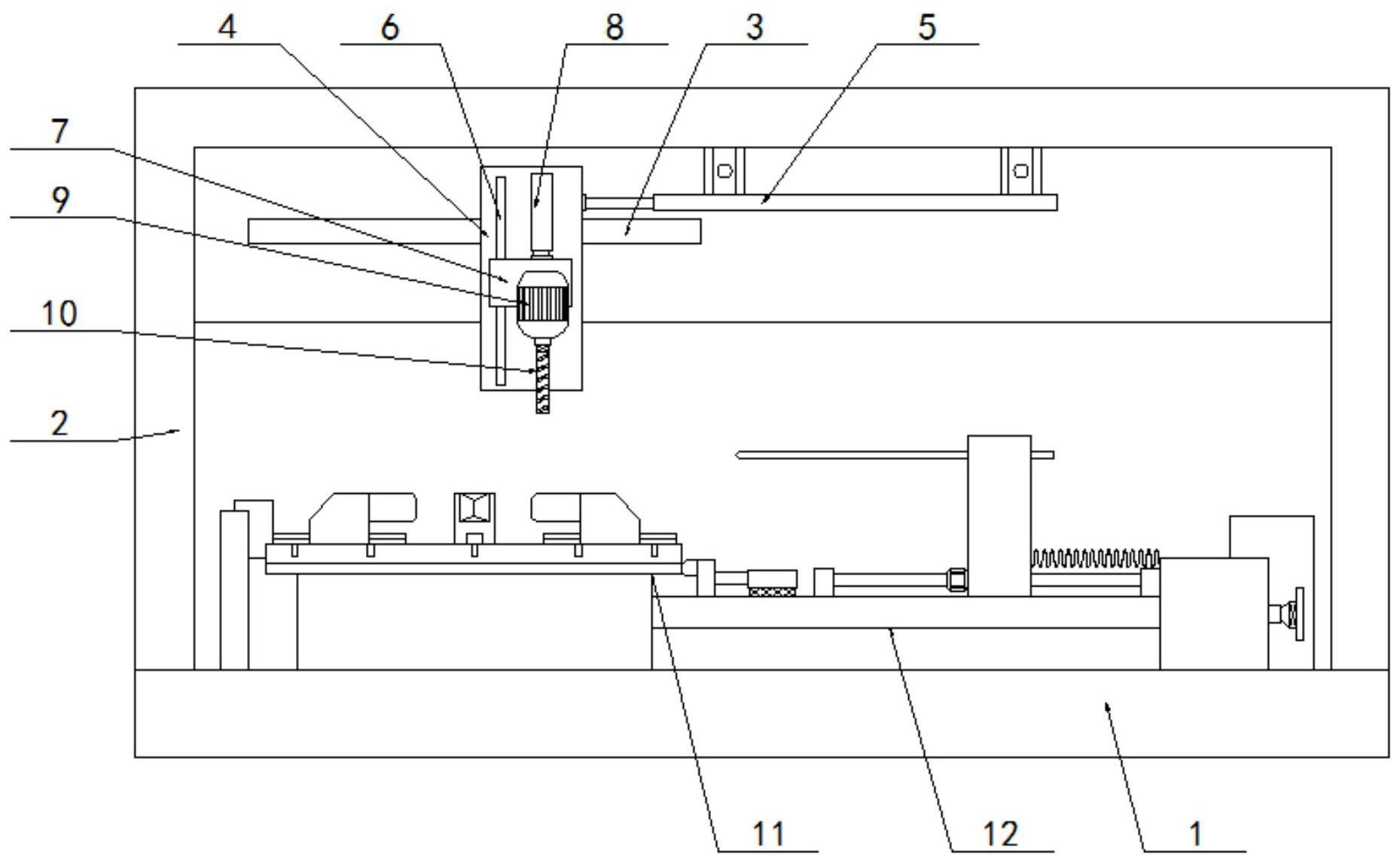
3、它包含底座、支架、切削刀头,其中支架固定设置在底座上,支架上固定设置有切削滑轨,切削滑轨上滑动设置有切削座,切削座上固定设置有升降滑轨,升降滑轨上滑动设置有升降座,升降座上固定设置有切削电机,切削刀头固定设置在切削电机的输出轴上,支架上固定设置有切削电动推杆,且切削电动推杆的输出端固定设置在切削座上,切削座上固定设置有升降电动推杆,且升降电动推杆的输出端固定设置在升降座上,它还包含:
4、夹持件,所述的夹持件设置在底座上,且夹持件设置在支架的下方;
5、定位件,所述的定位件设置在底座上,且定位件与夹持件配合设置;
6、在进行气缸主体的外壳铆接孔加工时,首先通过夹持件将气缸主体夹紧,通过定位件调整气缸主体,将加工位调整对齐,接着通过切削电动推杆调整切削座进行左右移动,将切削刀头与气缸主体的加工位对齐,接着启动切削电机带动切削刀头旋转,通过升降电动推杆向下推升降座,进而升降座带动切削刀头下降,进行切削打孔加工。
7、优选地,所述的夹持件包含:
8、支撑轴,所述的支撑轴通过轴承旋设在底座上;
9、夹持座,所述的夹持座固定设置在支撑轴的上端;
10、五爪卡盘,所述的五爪卡盘固定设置在夹持座的上表面上;
11、插槽,所述的插槽固定设置在底座上,且插槽设置在夹持座的左侧;
12、插板,所述的插板活动插设在插槽内,夹持座的侧壁上开设有数个卡槽,插板活动插设在其中一个卡槽内;
13、在进行气缸主体的夹持固定时,首先旋转夹持座,将夹持座上卡槽中的其中一个与插槽对齐,将插板插入插槽内,进而插板的右侧边卡入对应的卡槽内,接着将工件置入五爪卡盘内并夹紧,即完成工件的夹持固定。
14、优选地,所述的定位件包含:
15、固定套,所述的固定套通过轴承旋接套设在支撑轴上;
16、调节杆,所述的调节杆固定设置在固定套的外侧壁上;
17、环齿轮,所述的环齿轮固定设置在夹持座的下表面上;
18、限位电动推杆,所述的限位电动推杆固定设置在调节杆上;
19、卡齿,所述的卡齿固定设置在限位电动推杆的输出轴上,且卡齿与环齿轮配合设置;
20、在调整工件的加工位时,首先通过限位电动推杆带动卡齿脱离环齿轮,接着转动调节杆,将调节杆转动至工件加工位的正下方,接着通过限位电动推杆推动卡齿,将卡齿与环齿轮啮合卡住,接着将插板从插槽内抽出,即插板脱离卡槽,接着通过调节杆带动支撑轴旋转,支撑轴带动夹持座旋转,即通过五爪卡盘夹持的工件旋转,直至工件的加工位与切削刀头对齐,接着进行切削加工。
21、优选地,所述的调节杆上远离固定套的一端固定设置有支撑座,且支撑座的下表面活动抵设在底座的上表面上,底座上固定设置有限位板,且限位板活动抵设在支撑座的后侧壁上,限位板上固定设置有弹性棘爪,支撑座上固定设置有单向齿条,弹性棘爪与单向齿条配合设置;
22、在通过调节杆带动工件旋转进行加工位与切削刀头的对齐时,调节杆带动支撑座旋转,进而支撑座移动并抵住限位板,即完成工件的旋转调节,在支撑座抵住限位板时,限位板上的弹性棘爪与支撑座上的单向齿条卡住,进而将支撑座与限位板限位固定,在移动支撑座时,扳动弹性棘爪使之脱离单向齿条即可。
23、优选地,所述的调节杆的上表面上固定设置有导向螺纹杆,导向螺纹杆上活动套设有导向座,且导向座的下表面活动抵设在调节杆的上表面上,导向螺纹杆上通过螺纹旋接套设有定位螺母,且定位螺母设置在导向座与夹持座之间,支撑座上固定设置有拉簧,拉簧的活动端固定设置在导向座上,导向座上活动插设有指示针;
24、在旋转调节杆,将调节杆与工件的加工位对齐时,首先根据工件的加工位至支撑轴圆心的水平距离,调整定位螺母,接着推动导向座直至其抵住定位螺母,接着旋转调节杆,进而在调节杆调整至工件的加工位时,指示针的内侧端与工件加工位叠合进行指示,接着将调节杆与夹持座锁止,并通过调节杆带动夹持座旋转调节即可。
25、优选地,所述的固定套的外部套设有支撑套,调节杆穿设固定在支撑套的侧板上,支撑套的上侧边活动抵设在夹持座的下表面上,支撑套的上侧边活动抵设在底座的上表面上。
26、与现有技术相比,本发明的有益效果是:
27、1、底座上通过支撑轴设置可转动的夹持座,并在夹持座上设置五爪卡盘,进而实现对工件的夹持固定,且可通过旋转夹持座,实现对夹持固定的工件的加工位的调节,使其与切削刀头对接,进而实现工件的定位加工;
28、2、支撑轴上通过固定套设置调节杆,调节杆上通过限位电动推杆设置卡齿,夹持座上设置环齿轮,进而通过卡齿与环齿轮实现调节杆与夹持座的连接限位,进而实现通过调节杆实现与工件加工位的对齐,并通过调节杆带动夹持座旋转,实现工件加工位与切削刀头的对齐。
技术特征:
1.一种应用于内燃机气缸的车削结构,它包含底座(1)、支架(2)、切削刀头(10),其中支架(2)固定设置在底座(1)上,支架(2)上固定设置有切削滑轨(3),切削滑轨(3)上滑动设置有切削座(4),切削座(4)上固定设置有升降滑轨(6),升降滑轨(6)上滑动设置有升降座(7),升降座(7)上固定设置有切削电机(9),切削刀头(10)固定设置在切削电机(9)的输出轴上,支架(2)上固定设置有切削电动推杆(5),且切削电动推杆(5)的输出端固定设置在切削座(4)上,切削座(4)上固定设置有升降电动推杆(8),且升降电动推杆(8)的输出端固定设置在升降座(7)上;其特征在于,它还包含:
2.根据权利要求1所述的一种应用于内燃机气缸的车削结构,其特征在于:所述的夹持件(11)包含:
3.根据权利要求2所述的一种应用于内燃机气缸的车削结构,其特征在于:所述的定位件(12)包含:
4.根据权利要求3所述的一种应用于内燃机气缸的车削结构,其特征在于:所述的调节杆(12-2)上远离固定套(12-1)的一端固定设置有支撑座(13),且支撑座(13)的下表面活动抵设在底座(1)的上表面上,底座(1)上固定设置有限位板(14),且限位板(14)活动抵设在支撑座(13)的后侧壁上,限位板(14)上固定设置有弹性棘爪(15),支撑座(13)上固定设置有单向齿条(16),弹性棘爪(15)与单向齿条(16)配合设置;
5.根据权利要求4所述的一种应用于内燃机气缸的车削结构,其特征在于:所述的调节杆(12-2)的上表面上固定设置有导向螺纹杆(17),导向螺纹杆(17)上活动套设有导向座(18),且导向座(18)的下表面活动抵设在调节杆(12-2)的上表面上,导向螺纹杆(17)上通过螺纹旋接套设有定位螺母(19),且定位螺母(19)设置在导向座(18)与夹持座(11-2)之间,支撑座(13)上固定设置有拉簧(20),拉簧(20)的活动端固定设置在导向座(18)上,导向座(18)上活动插设有指示针(21);
6.根据权利要求5所述的一种应用于内燃机气缸的车削结构,其特征在于:所述的固定套(12-1)的外部套设有支撑套(22),调节杆(12-2)穿设固定在支撑套(22)的侧板上,支撑套(22)的上侧边活动抵设在夹持座(11-2)的下表面上,支撑套(22)的上侧边活动抵设在底座(1)的上表面上。
技术总结
一种应用于内燃机气缸的车削结构,本发明涉及内燃机生产工装技术领域,夹持件设置在底座上,且夹持件设置在支架的下方,定位件设置在底座上,且定位件与夹持件配合设置;其针对外壳不规则分布铆接孔的气缸主体,设计了可调整角度位置的夹持件,并与之配合设置校准调节结构,进而方便根据气缸主体上孔位的分布,将夹持固定的气缸主体调整与切削刀头对齐,进而方便进行定位加工。
技术研发人员:陈黎祥,刘隽撰,朱荻,盛嘉端
受保护的技术使用者:常柴股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!