一种螺纹钢管的涨形加工方法与流程
1.本发明涉及螺纹钢管生产及安装领域,具体涉及一种螺纹钢管的涨形加工方法。
背景技术:
2.在螺纹钢管埋地后,经常会发生变形,其高度下降,宽度增加,导致顶部路面车辆无法正常通行,影响了正常使用。因此,需要对管道进行竖向椭圆状的预变形设计。
3.若在管道外部用工装进行压制,工装本身较大且笨重,且会使得管道产生不规则的变形,不易控制。此外,由于螺纹钢管的管口截面是波纹状的,因此螺纹钢管切断的位置不同时,管口截面的形状就会发生变化,在管道对接安装时,若是圆形管道,可以旋转下一节管道的角度来调整,保证上一节管道与下一节管道的螺纹对正,在接缝处形成一致的螺纹线,但是在椭圆管的情况下,若旋转下一节管道,就无法与上一节管道形成原螺纹状态的连接。
技术实现要素:
4.发明目的:本发明的目的是提供一种能够让椭圆状的前后螺纹管以原螺纹状态对接的螺纹钢管的涨形加工方法。
5.技术方案:本发明所述的螺纹钢管的涨形加工方法,包括以下步骤:
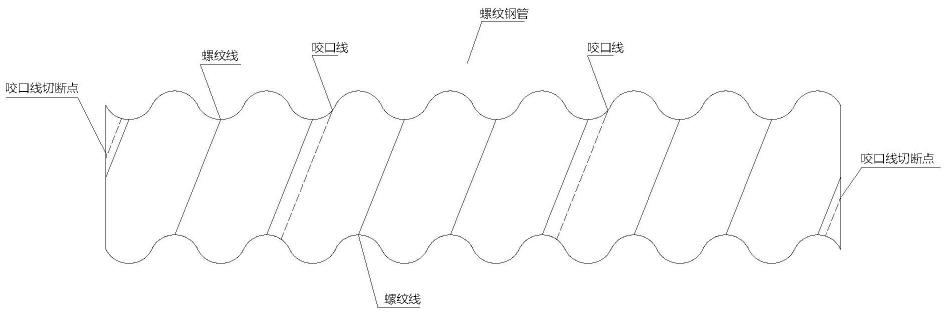
6.(1)选定一节卷制完成并准备切断的螺纹钢管,以该节螺纹钢管上前端的切断口处咬口线切断点为基准,根据需要选定长度并在后端切断该螺纹钢管,在所形成的新的切断口处,咬口线的切断点与前端的咬口线的切断点在同一水平面内且前后相对称;
7.(2)在上述切断的螺纹钢管内设置涨形装置,在涨形时,以管道切断口处咬口线的切断点作为定位点。
8.通过采用上述技术方案,能够很好地让椭圆状的前后螺纹管以原螺纹状态实现对接,同时采用液压的涨形装置在管道内进行涨形,可以有利于涨形后的周向形状控制。
9.优选的,在步骤(2)中,涨形装置内涨形板的形状与变形后的管道所要求的形状一致,这样可以提高工作效率,保证涨形之后的形状符合要求。
10.优选的,同一批次、同一种规格的所有管节的咬口线切断点都在同一位置进行涨形,这样可以保证前后管节在连接后的一致性。
11.优选的,螺纹钢管涨出的形状为椭圆形。
12.优选的,螺纹钢管涨出的形状为箱拱形或多边拱形。
13.有益效果:本发明与现有技术相比,其具备的显著优点是:能够使得椭圆状的前后螺纹管以原螺纹状态对接,同时有利于涨形后的周向形状控制。
附图说明
14.图1为本发明加工方法中螺纹钢管的侧面结构图;
15.图2为本发明加工方法中螺纹钢管的截面图。
具体实施方式
16.下面结合附图对本发明的技术方案作进一步说明。
17.如图1和2所示,所述的螺纹钢管的涨形加工方法,包括以下步骤:
18.(1)选定一节卷制完成并准备切断的螺纹钢管,以该节螺纹钢管上前端的切断口处咬口线切断点为基准,根据需要选定长度并在后端切断该螺纹钢管,在所形成的新的切断口处,咬口线的切断点与前端的咬口线的切断点在同一水平面内前后且相对称;
19.(2)在上述切断的螺纹钢管内设置涨形装置,以管道切断口处咬口线的切断点作为定位点,该涨形装置内涨形板的形状与变形后的管道所要求的形状一致,且保证同一批次、同一种规格的所有管节的咬口线切断点都在同一位置进行涨形。
20.最后,螺纹钢管涨出的形状可以是椭圆形、箱拱形或多边拱形。
技术特征:
1.一种螺纹钢管的涨形加工方法,其特征在于,包括以下步骤:(1)选定一节卷制完成并准备切断的螺纹钢管,以该节螺纹钢管上前端的切断口处咬口线切断点为基准,根据需要选定长度并在后端切断该螺纹钢管,在所形成的新的切断口处,咬口线的切断点与前端的咬口线的切断点在同一水平面内且前后相对称;(2)在上述切断的螺纹钢管内设置涨形装置,在涨形时,以管道切断口处咬口线的切断点作为定位点。2.根据权利要求1所述的螺纹钢管的涨形加工方法,其特征在于,在步骤(2)中,涨形装置内涨形板的形状与变形后的管道所要求的形状一致。3.根据权利要求1所述的螺纹钢管的涨形加工方法,其特征在于,同一批次、同一种规格的所有管节的咬口线切断点都在同一位置进行涨形。4.根据权利要求1所述的螺纹钢管的涨形加工方法,其特征在于,所述螺纹钢管涨出的形状为椭圆形。5.根据权利要求1所述的螺纹钢管的涨形加工方法,其特征在于,所述螺纹钢管涨出的形状为箱拱形或多边拱形。
技术总结
本发明公开了一种螺纹钢管的涨形加工方法,先选定一节卷制完成并准备切断的螺纹钢管,以该节螺纹钢管上前端的切断口处咬口线切断点为基准,根据需要选定长度并在后端切断该螺纹钢管,在所形成的新的切断口处,咬口线的切断点与前端的咬口线的切断点在同一水平面内且前后相对称,随后在切断的螺纹钢管内设置涨形装置,在涨形时,以管道切断口处咬口线的切断点作为定位点;在本方案中,能够很好地让椭圆状的前后螺纹管以原螺纹状态实现对接,同时采用液压的涨形装置在管道内进行涨形,可以有利于涨形后的周向形状控制。有利于涨形后的周向形状控制。有利于涨形后的周向形状控制。
技术研发人员:战福军
受保护的技术使用者:南京联众工程技术有限公司
技术研发日:2022.05.23
技术公布日:2022/10/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1