一种小模数双联齿轮的加工方法与流程
1.本发明涉及机械加工技术领域,具体涉及一种小模数双联齿轮的加工方法。
背景技术:
2.在双联齿轮齿形加工过程中,一般常用加工方法是小齿轮插齿或滚齿加工、大齿轮滚齿加工,插齿从原理分析,插齿刀插齿刀相当于一对轴线相互平行的圆柱齿轮相啮合。
3.滚齿则是展成法,可以看作啮合间隙的齿轮与齿条传动。由于一般数控滚齿机和插齿机功能受限,刀具与齿槽对齐后无法相对旋转一个角度,所以无法使大小齿轮加工出精确的相位角。
4.又因为大小齿轮模数不同时,刀具与齿槽无法精确对齐。所以相位角齿轮常规加工方法是把大齿轮与小齿轮分体加工,以装配手段保证大小齿轮相位角,但由于结构及重量影响,有时双联齿轮只能做成一体,一体式双联齿轮相位角提高了齿轮加工难度,增加制造成本及周期。
5.如上所述,现有的加工方法中,装配工装夹具设计复杂,成本高;只适用于轴类零件;装配后存在二次定位,齿轮精度下降。
技术实现要素:
6.本发明旨在至少解决现有技术中的问题之一。
7.本发明的目的在于提出一种小模数双联齿轮的加工方法。
8.根据本发明实施例的小模数双联齿轮的加工方法,所述小模数双联齿轮的加工方法包括:所述方法包含以下步骤:
9.s01:按照待加工的小模数双联齿轮的视图关系和位置关系绘制投影所得的投影双联齿轮的大齿轮b和小齿轮b的齿形,所述大齿轮b和小齿轮b的齿形的中心重合,所述投影双联齿轮的相位角为β2;
10.使用线切割的方式在一个片类零件上按上述投影加工出所述大齿轮c和小齿轮c的齿形,加工后得到一个辅助相位齿轮,所述小齿轮c的齿形为内齿,所述大齿轮c的齿形为外齿;
11.s02:使用插齿加工的方式加工待加工的小模数双联齿轮的小齿轮a的齿形,先安装辅助相位齿轮,使辅助齿轮的内齿与小模数双联齿轮的小齿轮a重合,内齿的端面与小模数双联齿轮的大齿轮a的端面重合;
12.s03:以辅助相位齿轮的外齿的齿形为基准,调整加工机床,使滚齿刀的刀齿与辅助相位齿轮的外齿的齿槽重合,通过编程加工小模数双联齿轮的大齿轮a,所述小模数双联齿轮的相位角为β1,其中,β1=β2。
13.根据本发明的一个实施例,所述内齿的齿高为z1,所述外齿的齿高为z2,所述辅助相位齿轮的齿厚为l1,所述小齿轮a的齿高为z3,所述大齿轮a的齿高为z4,所述小齿轮a齿厚和所述小模数双联齿轮的退刀槽长度为l2,其中,z1=z3,z2=z4,3l1≥l2。
14.根据本发明的一个实施例,所述s02中,所述辅助相位齿轮与所述小模数双联齿轮通过穿入滚齿心轴,并由锁紧螺母固定。
15.根据本发明的一个实施例,所述锁紧螺母与所述辅助相位齿轮之间放置垫片。
16.本发明通过投影法中的视图关系和位置关系,加工出参数对应的辅助相位齿轮,先加工出双联齿轮小齿轮a,以相位齿轮的外齿为基准定位,在滚齿加工时使用辅助相位齿轮的外齿对滚齿刀进行对刀,达到双联齿轮的大齿轮a的齿形与辅助相位齿轮的齿形位置相同的目的,即辅助相位齿轮的相位角等于双联齿轮的相位角。本发明通过对投影法增加一个辅助相位齿轮,使产品获得更高的附加值,无需增加工序及设备,本发明的加工方法简单快捷。
附图说明
17.以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。其中:
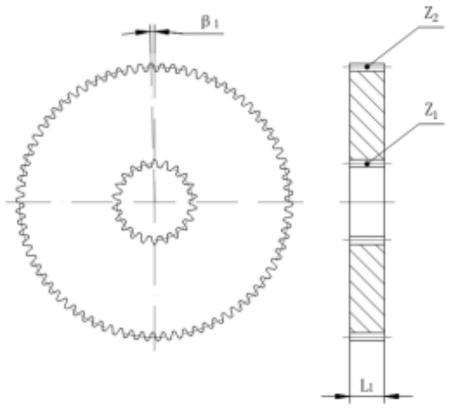
18.图1为辅助相位齿轮示意图;
19.图2为双联齿轮示意图;
20.图3为滚齿加工工装安装夹示意图。
21.图中:
22.1-锁紧螺母,2-垫片,3-辅助相位齿轮,4-小模数双联齿轮,5-滚齿心轴。
具体实施方式
23.下面结合附图和实施例,进一步阐述本发明。在下面的详细描述中,只通过说明的方式描述了本发明的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
24.如图1所示,根据本发明实施例的小模数双联齿轮的加工方法,所述小模数双联齿轮的加工方法包括:所述小模数双联齿轮的加工方法包括:所述方法包含以下步骤:
25.s01:按照待加工的小模数双联齿轮4的视图关系和位置关系绘制投影所得的投影双联齿轮的大齿轮b和小齿轮b的齿形,所述大齿轮b和小齿轮b的齿形的中心重合,所述投影双联齿轮的相位角为β2;
26.使用线切割的方式在一个片类零件上按上述投影加工出所述大齿轮c和小齿轮c的齿形,加工后得到一个辅助相位齿轮3,所述小齿轮c的齿形为内齿,所述大齿轮c的齿形为外齿;
27.s02:使用插齿加工的方式加工待加工的小模数双联齿轮的小齿轮a的齿形,先安装辅助相位齿轮,使辅助齿轮的内齿与小模数双联齿轮的小齿轮a重合,内齿的端面与小模数双联齿轮的大齿轮a的端面重合;
28.s03:以辅助相位齿轮的外齿的齿形为基准,调整加工机床,使滚齿刀的刀齿与辅助相位齿轮的外齿的齿槽重合,通过编程加工小模数双联齿轮的大齿轮a,所述小模数双联齿轮的相位角为β1,其中,β1=β2。
29.根据本发明的一个实施例,所述内齿的齿高为z1,所述外齿的齿高为z2,所述辅助相位齿轮的齿厚为l1,所述小齿轮a的齿高为z3,所述大齿轮a的齿高为z4,所述小齿轮a齿
厚和所述小模数双联齿轮的退刀槽长度为l2,其中,z1=z3,z2=z4,3l1≥l2。
30.根据本发明的一个实施例,所述s02中,所述辅助相位齿轮3与所述小模数双联齿轮4通过穿入滚齿心轴5,并由锁1紧螺母固定。
31.根据本发明的一个实施例,所述锁紧螺母与所述辅助相位齿轮之间放置垫片2。
32.辅助相位齿轮3的内齿与小模数双联齿轮4的小齿轮a重合,滚刀刀齿与辅助相位齿轮3的齿槽重合,即在加工小模数双联齿轮的大齿轮a时,大齿轮 a的齿槽槽与滚刀刀齿重合,可得小模数双联齿轮的大齿轮a的齿槽与辅助相位齿轮的齿槽重合,即辅助相位齿轮的相位角等于小模数双联齿轮的相位角。
33.本发明通过投影法中的视图关系和位置关系,加工出参数对应的辅助相位齿轮,先加工出双联齿轮小齿轮a,以相位齿轮的外齿为基准定位,在滚齿加工时使用辅助相位齿轮的外齿对滚齿刀进行对刀,达到双联齿轮的大齿轮a的齿形与辅助相位齿轮的齿形位置相同的目的,即辅助相位齿轮的相位角等于双联齿轮的相位角。本发明通过对投影法增加一个辅助相位齿轮,使产品获得更高的附加值,无需增加工序及设备,本发明的加工方法简单快捷。
34.以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
技术特征:
1.一种小模数双联齿轮的加工方法,其特征在于:所述方法包含以下步骤:s01:按照待加工的小模数双联齿轮的视图关系和位置关系绘制投影所得的投影双联齿轮的大齿轮b和小齿轮b的齿形,所述大齿轮b和小齿轮b的齿形的中心重合,所述投影双联齿轮的相位角为β2;使用线切割的方式在一个片类零件上按上述投影加工出所述大齿轮c和小齿轮c的齿形,加工后得到一个辅助相位齿轮,所述小齿轮c的齿形为内齿,所述大齿轮c的齿形为外齿;s02:使用插齿加工的方式加工待加工的小模数双联齿轮的小齿轮a的齿形,先安装辅助相位齿轮,使辅助齿轮的内齿与小模数双联齿轮的小齿轮a重合,内齿的端面与小模数双联齿轮的大齿轮a的端面重合;s03:以辅助相位齿轮的外齿的齿形为基准,调整加工机床,使滚齿刀的刀齿与辅助相位齿轮的外齿的齿槽重合,通过编程加工小模数双联齿轮的大齿轮a,所述小模数双联齿轮的相位角为β1,其中,β1=β2。2.根据权利要求1所述的小模数双联齿轮的加工方法,其特征在于:所述内齿的齿高为z1,所述外齿的齿高为z2,所述辅助相位齿轮的齿厚为l1,所述小齿轮a的齿高为z3,所述大齿轮a的齿高为z4,所述小齿轮a齿厚和所述小模数双联齿轮的退刀槽长度为l2,其中,z1=z3,z2=z4,3l1≥l2。3.根据权利要求2所述的小模数双联齿轮的加工方法,其特征在于:所述so2中,所述辅助相位齿轮与所述小模数双联齿轮通过穿入滚齿心轴,并由锁紧螺母固定。4.根据权利要求3所述的小模数双联齿轮的加工方法,其特征在于:所述锁紧螺母与所述辅助相位齿轮之间放置垫片。
技术总结
本发明公开了一种小模数双联齿轮的加工方法。所述方法包含以下步骤:S01:按照投影法所得的投影双联齿轮的大齿轮b和小齿轮b的齿形,所述大齿轮b和小齿轮b的齿形的中心重合,所述投影双联齿轮的相位角为β2;使用线切割的方式在一个片类零件上按上述投影加工出所述大齿轮c和小齿轮c的齿形,加工后得到一个辅助相位齿轮,所述小齿轮c的齿形为内齿,所述大齿轮c的齿形为外齿;S02:使用插齿加工的方式加工待加工的小模数双联齿轮的小齿轮a的齿形;S03:以辅助相位齿轮的外齿的齿形为基准,调整加工机床。通过对投影法增加一个辅助相位齿轮,使产品获得更高的附加值,无需增加工序及设备,本发明的加工方法简单快捷。本发明的加工方法简单快捷。本发明的加工方法简单快捷。
技术研发人员:王林森 王建华
受保护的技术使用者:贵州振华群英电器有限公司(国营第八九一厂)
技术研发日:2022.05.23
技术公布日:2022/10/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1