一种薄壁回转体加工治具的制作方法
本发明涉及机械加工,具体为一种薄壁回转体加工治具。
背景技术:
1、随着机械加工制造业不断发展,不断追求极致的加工效率,治具类产品也随之出现,品牌种类繁多使用也非常广泛。例如方箱,压板,可调垫块,虎钳,侧顶块,零点定位系统和专用非标治具等。现有技术加工零件上端时,因为零件壁薄强度不足,会出现加工震动,无法保证零件尺寸精度和零件表面粗糙度要求。本专利解决了零件上端加工中震动的问题,保证了零件的尺寸精度和零件表面粗糙度要求。
技术实现思路
1、针对上述问题,本发明的目的是提供一种薄壁回转体加工治具,具体技术方案如下:
2、一种薄壁回转体加工治具,包括工装底板、衬套a、定位销、支撑座、侧顶块、顶丝,专用压板、衬套b、拉钉、平垫圈a、内六角圆柱头螺钉a、零点定位座、侧顶挡块、内六角圆柱头螺钉b、平垫圈b、内六角圆柱头螺钉c;
3、所述工装底板呈圆环形,根据零件的特征工装底板上设有基准孔,定位孔,吊装孔,拉钉孔和沉头孔;
4、所述衬套a为圆柱筒体,过盈配合镶嵌在工装底板上,用于起定位和耐磨损作用;
5、所述定位销呈圆柱体,根据零件孔特征和衬套a特征设计而成,通过衬套a插入零件销孔内,用于连接定位零件和工装底板;
6、所述支撑座呈环形筒体,且上安装边和下端面均设有螺纹孔;
7、所述侧顶块呈月牙形,且一侧为弧面设置,一侧为平面设置;
8、所述侧顶挡块呈长方体形,端面设有螺孔,侧面设有顶丝圆孔;
9、所述支撑座通过螺钉固定在工装底板上;
10、所述侧顶挡块通过内六角圆柱头螺钉b固定在支撑座的上安装边上;顶丝插接接侧顶挡块的顶丝圆孔中,用于夹紧零件上端,防止零件加工中震动;
11、所述侧顶块设置在支撑座的上安装边上,且侧顶挡块与侧顶块沿支撑座圆周平行设置;
12、所述专用压板呈阶梯型,且设有长条孔,专用压板的一端设置在工装底座上,另一端用于压紧零件的底部,通过内六角圆柱头螺钉c压紧,且专用压板与六角圆柱头螺钉c之间设有平垫圈;
13、所述零点定位座呈正方形,包括加高座和零点板,加高座设置在底部,零点板焊接在加高座上;
14、所述内六角圆柱头螺钉b把接支撑座,把支撑座固定在工装底板上,内六角圆柱头螺钉b下端设有平垫圈b;
15、衬套b过盈配合安装在工装底板上,拉钉安装在衬套b上,内六角圆柱头螺钉a锁紧拉钉,内六角圆柱头螺钉a下端设有平垫圈a,拉钉设置在零点定位座零点内。
16、所述的一种薄壁回转体加工治具,其优选方案为所述工装底板的材质采用al6061,表面处理硬质阳极,膜厚76um-89um。
17、所述的一种薄壁回转体加工治具,其优选方案为所述衬套a采用外购件,9crwmn材质,淬火hrc60-63;
18、所述衬套b采用外购件,品牌为米思米,型号为jbauf26-p18.02-l10;
19、所述拉钉采用外购件,为德国zeroclamp生产,型号:18m12。
20、所述的一种薄壁回转体加工治具,其优选方案为所述定位销的材质采用t8/t10,淬火hrc48-53,
21、所述的一种薄壁回转体加工治具,其优选方案为所述支撑座的材质采用al6061,表面处理硬质阳极,膜厚76um-89um。
22、所述的一种薄壁回转体加工治具,其优选方案为所述侧顶块的材质采用al6061,表面处理硬质阳极,膜厚76um-89um。
23、所述的一种薄壁回转体加工治具,其优选方案为所述顶丝为内六角圆柱头全螺纹螺钉gb/t 70.1m12 x 70改制。
24、所述的一种薄壁回转体加工治具,其优选方案为所述专用压板的材质采用45#,淬火hrc37-42。
25、所述的一种薄壁回转体加工治具,其优选方案为所述平垫圈a为标准件,采用gb/t9512;
26、所述内六角圆柱头螺钉a为标准件,采用gb/t70.1 m12*35;
27、所述内六角圆柱头螺b为标准件,采用采用gb/t70.1 m8*20;
28、所述平垫圈b为标准件,采用gb/t958;
29、所述内六角圆柱头螺钉c为标准件,采用gb/t70.1 m12*50。
30、所述的一种薄壁回转体加工治具,其优选方案为所述零点定位座材质为45#,淬火hrc37-42。
31、一种薄壁回转体加工治具的操作过程:
32、1、把衬套a、衬套b过盈配合到工装底板上,拉钉安装锁紧在工装底板上;
33、2、支撑座安装在工装底板上,顶丝安装在侧顶挡块上,侧顶块挂在侧顶挡块上,侧顶挡块安装在支撑座上;
34、3、将零件下端通过定位销定位,通过专用压板压紧,零件上端通过顶丝固定。
35、本发明的有益效果:
36、1.零件结构为薄壁筒体下压上撑的工装结构有效的保证了零件加工中的稳定性,保证了零件的质量;
37、2.本治具配件设计结构简单,只需要车床和立加即可加工,无需五轴设备加工,制造成本低;
38、3.工装底板材料为al6061,重量更轻,适合加工,而且加工周期短;
39、4.工装底板表面处理硬质阳极,膜厚76um-89um,耐磨性大大的增加,增加了工装使用寿命;
40、5.使用零点定位系统,装卸时间很大的缩短,提高操作效率;
41、本发明解决了零件上端加工中震动的问题,保证了零件的尺寸精度和零件表面粗糙度要求。
技术特征:
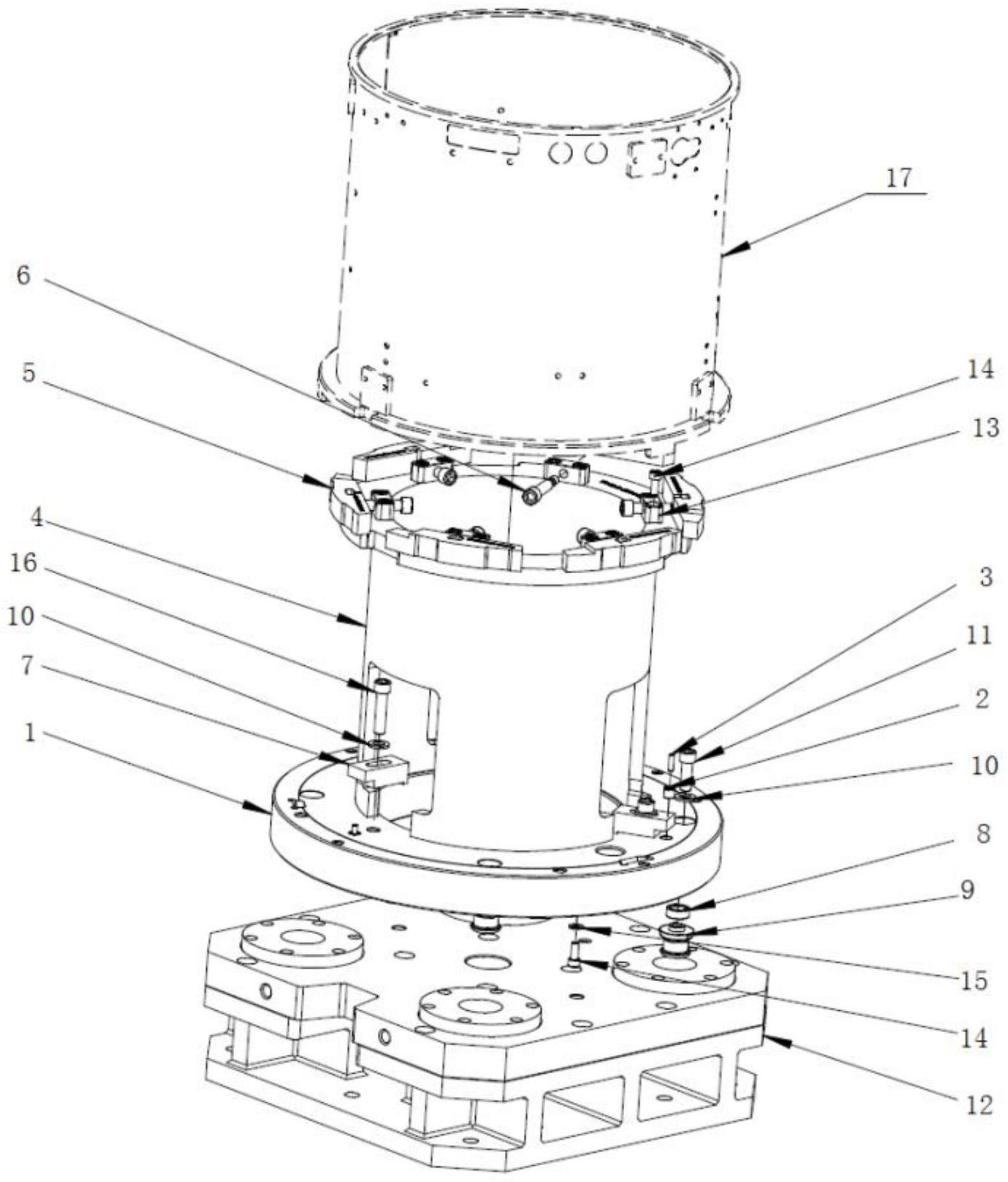
1.一种薄壁回转体加工治具,其特征在于,包括工装底板(1)、衬套a(2)、定位销(3)、支撑座(4)、侧顶块(5)、顶丝(6),专用压板(7)、衬套b(8)、拉钉(9)、平垫圈a(10)、内六角圆柱头螺钉a(11)、零点定位座(12)、侧顶挡块(13)、内六角圆柱头螺钉b(14)、平垫圈b(15)、内六角圆柱头螺钉c(16);
2.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述工装底板(1)的材质采用al6061,表面处理硬质阳极,膜厚76um-89um。
3.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述衬套a(2)采用外购件,9crwmn材质,淬火hrc60-63;
4.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述定位销(3)的材质采用t8/t10,淬火hrc48-53。
5.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述支撑座(4)的材质采用al6061,表面处理硬质阳极,膜厚76um-89um。
6.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述侧顶块(5)的材质采用al6061,表面处理硬质阳极,膜厚76um-89um。
7.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述顶丝(6)为内六角圆柱头全螺纹螺钉gb/t 70.1 m12 x 70改制。
8.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述专用压板(7)的材质采用45#,淬火hrc37-42。
9.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述平垫圈a(10)为标准件,采用gb/t9512;
10.根据权利要求1所述的一种薄壁回转体加工治具,其特征在于:所述零点定位座(12)材质为45#,淬火hrc37-42。
技术总结
本发明提供了一种薄壁回转体加工治具,衬套a过盈配合镶嵌在工装底板上;定位销根据零件孔特征和衬套a特征设计而成,支撑座通过螺钉固定在工装底板上;侧顶挡块通过内六角圆柱头螺钉b固定在支撑座上;顶丝插接接侧顶挡块中;侧顶块设置在支撑座上,专用压板用于将压紧零件的底部压在工装底座上;零点定位座包括加高座和零点板,加高座设置在底部,零点板焊接在加高座上;内六角圆柱头螺钉b和销钉把接在加高座和零点板上。本发明根据零件的特性和加工工艺路线设计专用的装夹治具,专用治具优点装夹加工效率高,产品品质稳定,在依托零点定位系统,增加了零件装卸的速度,用于柔性线加工使用。
技术研发人员:丁振
受保护的技术使用者:沈阳富创精密设备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!